
01. září 2015 01:07
Výzkum v oblasti broušení na FVTM UJEP
Na Fakultě výrobních technologií a managementu Univerzity Jana Evangelisty Purkyně probíhají různé výzkumné aktivity. Patří mezi ně i výzkum v oblasti broušení různých materiálů. Článek popisuje jeden z řešených experimentů, který probíhal na Katedře technologií a materiálového inženýrství FVTM UJEP v oblasti neželezných materiálů.
Broušení je v současnosti stále významná metoda dokončování povrchů. Na FVTM UJEP je realizován výzkum, který se touto problematikou zabývá. Jsou zde realizovány experimenty s broušením různých materiálů za různých podmínek a poté jsou vyhodnocovány vybrané složky integrity povrchu, což jsou obvykle drsnosti Ra, Rz a Rz, dále křivka materiálového podílu a také získaná kruhovitost. Tento článek se zabývá broušením niklové slitiny INCONEL 718, kdy byly použity vybrané řezné brousicí podmínky a následně byla měřena a vyhodnocena získaná drsnot povrchu, konkrétně Ra, Rz a Rt.
Úvod
Zpracování niklových slitin má v současnosti vzrůstající význam a to zejména kvůli dobrým vlastnostem těchto materiálů, jako je například vysoká Rm.
Experiment se zabýval broušením niklové slitiny s označením Inconel 718 (NiCr19NbMo). Jedná se o superslitinu s vysokým obsahem niklu a používá se při extrémních teplotách a v silně oxidačních prostředích. Tato slitina byla původně vyvinuta pro stavbu raketoplánů, dnes je však využívána i v civilní a vojenské sféře a to např. v leteckém průmyslu, kde se využívá k výrobě proudových motorů, v automobilovém průmyslu pro výrobu výfukových systémů, ventilů atd., v chemickém průmyslu pro výrobu potrubí, výměníků tepla apod. Jedná se o těžkoobrobitelný materiál se zajímavými vlastnostmi, který má velký potenciál do budoucna, což je také důvod, proč byl zvolen pro výzkum na FVTM UJEP.
Slitina Inconel 718 dosahuje meze pevnosti o hodnotě 1 240, MPA, její hustota je 8,19 g.m-3 a teplota tavení je 1 336 °C. Slitinu je možné kalit a popouštět pro zlepšení mechanických vlastností.
Slitina byla v rámci experimentů broušena a její povrch byl vyhodnocován z hlediska získané drsnosti. Drsnost povrchu získaná obecně po obrábění je ukazatelem kvality výrobního procesu, použitého obráběcího materiálu, či i vhodnosti samotného obráběného materiálu pro dané zpracování.
Drsnost povrchu je dána normou ČSN EN ISO 4287, která určuje parametry drsnosti povrchu, profilu a materiálového podílu. Drsnost povrchu je jedním ze základních a nejčastěji využívaných ukazatelů kvality povrchu. Její hodnota se v podobě některého z používaných parametrů značí na výkres součásti a podle ní se dále určují řezné podmínky a technologie, které se použijí pro výrobu dané součásti. S drsností povrchu je úzce spojena i třída přesnosti IT. Čím vyšší budou tedy požadavky na jakost povrchu, tím poroste i třída přesnosti. Je nutné, aby drsnost povrchu a její kvalita odpovídala funkčním požadavkům a nebyla zbytečně předimenzovaná, tak jak se obvykle stává v praxi, kdy podniky, u kterých hraje prim estetické hledisko, neekonomicky stanovují příliš vysokou kvalitu povrchu, aniž by byla využita a to se poté promítne ve výrobních nákladech.
Norma ČSN EN ISO 4287 definuje přes 250 různých parametrů pro vyhodnocování drsnosti povrchu. Nejčastěji používanými parametry v průmyslu pro vyhodnocování vyrobených povrchů jsou především Ra, Rz, Rt a Rmax, které byly také v rámci experimentu vyhodnocovány.
Tab. 1: Chemické složení vzorku ze slitiny Inconel 718 dle spektrální analýzy
| INCONEL 718 | ||||||||||
| Prvek (v % hmotnosti) | ||||||||||
| C | Si | Mn | P | S | Cr | Mo | ||||
| 0,015 | 0,01 | 0,06 | 0,002 | 0,0002 | 17,96 | 2,99 | ||||
| Ni | Al | B | Co | Cu | Pb | Sn | ||||
| 53,55 | 0,53 | 0,002 | 0,06 | <0,1 | 0,0001 | 0,0009 | ||||
| Ti | Bi | Ca | Mg | Se | Fe | Nb+Ta | ||||
| 0,98 | <0,00003 | 0,0005 | 0,0006 | 0,0001 | zůstatek | 4,965 | ||||
Tab. 2: Řezné podmínky pro podélné broušení
| Broušení podélné, kotouč SiC | |||
| Č. vz. | Řezná rychlost vc [m.s-1] |
Posuv f [mm.min-1] |
Rychlost obrobku vw [m.min-1] |
| 1 | 35 | 0,02 | 15 |
| 2 | 35 | 0,04 | |
| 3 | 40 | 0,02 | |
| 4 | 40 | 0,04 | |
| 5 | 45 | 0,02 | |
| 6 | 45 | 0,04 | |
Podmínky a realizace experimentu
Jak již bylo výše zmíněno, experimenty byly realizovány pro materiál s označením INCONEL 718 (NiCr19NbMo). Vstupní materiál byl podroben spektrální analýze pro ověření očekávaného chemického složení (tab. 1).
K realizaci experimentu byl zvolen brousicí kotouč s brusivem SiC (karbid křemíku). Jako materiál brusiva je u tohoto kotouče použit zelený karbid křemíku.
Pro experiment byla použita polysyntetická procesní kapalina. Jedná se o 5% vodný roztok.
Broušení všech vzorků proběhlo na hrotové brusce BU-16. Brousilo se a měřilo celkem 6 vzorků, u kterých byla navolena kombinace řezných podmínek, viz tab. 2. V experimentu se použila metoda podélného broušení. Zvoleny byly řezné rychlosti kotouče 35 m.s-1, 40 m.s-1 a 45 m.s-1. Ke každé rychlosti byly přiřazeny dva posuvy. Jsou to nejnižší hodnoty, jaké experimentální bruska umožňuje. Podle odborné literatury a předchozích zkušeností byla zvolena rychlost obrobku o hodnotě 15 m.min-1 a tato hodnota zůstala konstantní během broušení všech vzorků.
K vyhodnocení výsledků byl využit aritmetický průměr naměřených hodnot a následný výpočet směrodatné odchylky výběrového souboru.
Provedená měření
Měření probíhalo za pomocí profilometru HOMMEL TESTER T1000, který dokáže vyhodnotit přibližně 40 parametrů drsnosti povrchu podle ČSN EN ISO 4287. Přístroj měří drsnost povrchu pomocí snímače, který je zakončen hrotem. Hrot se nejprve ustaví do polohy co nejbližší nulové čáře, která profil povrchu měřeného materiálu rozděluje na dvě části, na část s výstupky a část s prohlubněmi. Následně dojde ke snímání profilu povrchu na stanovené měřené délce. Nasnímaný povrch přístroj převede do 2D, vyhodnotí naměřená data a vytvoří protokol o měření.
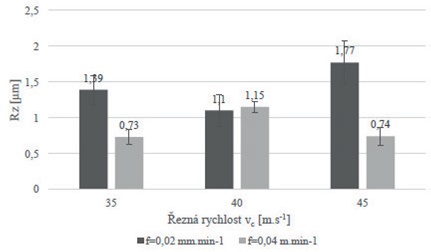
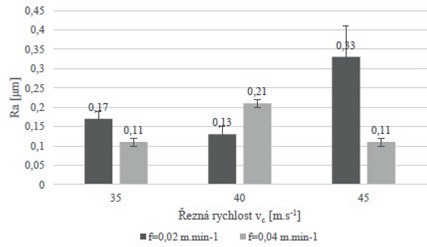
Obr. 1: Závislost hodnot Ra na řezné rychlosti a posuvu – podélné broušení
Obr. 2: Závislost hodnot Rz na řezné rychlosti a posuvu – podélné broušení
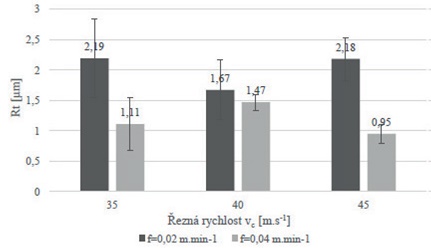
Obr. 3: Závislost hodnot Rt na řezné rychlosti a posuvu – podélné broušení
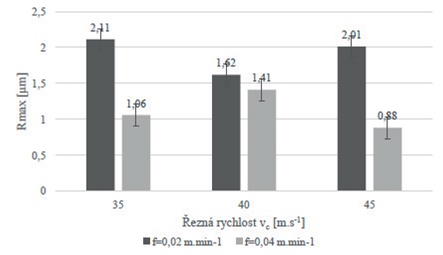
Obr. 4: Závislost hodnot Rmax na řezné rychlosti a posuvu podélné broušení
Použité parametry pro vyhodnocení měřené drsnosti povrchu jsou kromě Ra, který je ve strojírenských podnicích nejpoužívanější, také Rz, Rt a Rmax. Každý nabroušený vzorek byl měřen celkem na dvanácti místech po celém obvodu rotační součásti, vyloučila se jedna nejvyšší a jedna nejnižší naměřená hodnota, ze zbylých deseti se udělal aritmetický průměr a vypočetla směrodatná odchylka.
Grafy (obr. 1 až 4) ukazují závislost jednotlivých parametrů drsnosti povrchu na řezné rychlosti a posuvu při broušení prvních šesti vzorků podélným způsobem.
Na první pohled je patrné, že nejlepších výsledků bylo dosaženo při broušení nejvyšší řeznou rychlostí a největším posuvem. Snížení posuvu pak téměř vždy vedlo k razantnímu zvýšení drsnosti povrchu, výjimkou bylo jen broušení s řeznou rychlostí 40 m.s-1, kde rozdíly nebyly tak markantní, naopak hodnoty parametru Ra byly dokonce nižší při broušení s posuvem 0,02 m.min-1. Zajímavé je, že při použití menšího posuvu bylo nejlepšího povrchu dosaženo se středně velkou řeznou rychlostí 40 m.s-1 a naopak při použití většího posuvu byl povrch při této řezné rychlosti nejhorší.
Závěr
Obrábění niklových slitin je v současnosti vyhledávanou technologií vzhledem k rozmachu použití niklových slitin v průmyslu, a jelikož se jedná o materiály obtížně obrobitelné vzhledem k jejich tvrdosti, je nutné tomuto tématu věnovat určitou pozornost. Na FPTM JEPU jsou v této oblasti realizovány experimenty a s jednou z jejích částí seznamuje tento příspěvek.
Byly realizovány experimenty s broušením konkrétně slitiny INCONEL 718. Vzorky byly broušené podélným způsobem broušení. Byly měřeny hodnoty drsnosti broušeného povrchu Ra, Rz, Rt a Rmax. Nejnižší (tedy nejpříznivější) průměrné hodnoty Ra, Rz, Rt a Rmax byly identifikovány pro vzorky broušené podélně u vzorku č. 2 pro řezné podmínky vc = 35 m.s-1 a f = 0,4 m.min-1.
 Příspěvek vznikl s podporou grantů IRP 2013 UJEP, ISG FVTM UJEP a CZ.1.07/2. 3. 00/30.008.
Příspěvek vznikl s podporou grantů IRP 2013 UJEP, ISG FVTM UJEP a CZ.1.07/2. 3. 00/30.008.
Literatura
[1] Novák, M. Surface quality of hardened steels after grinding. Manufacturing Technology, Vol. 11, No. 11, UJEP, Usti nad Labem, s. 55–59, 2011, ISSN 1213-2489.
[2] Novák, M. Surfaces with high precision of roughness after grinding. Manufacturing Technology, Vol. 12, No. 13, s. 66–70, 2012, ISSN 1213-2489.
[3] Valíček, J., Rusnák, J., Müller, M., Hrabě P., Kadnar, M., Hloch, S., Kušnerová, M. Geometrické aspekty drsnosti povrchu klasických a netradičních technologií. Jemná mechanika a optika, Vol. 53, No. 9, s. 249–253, 2008
[4] Kocman, K. Optimalizace dokončovacích operací výrobních procesů, Strojírenská technologie, Vol. 17, No. 3, s. 164–169, 2012
[5] Jersák, J. Vliv dynamického vyvážení brousicího kotouče na drsnost povrchu obrobených součástí, Strojírenská technologie, Vol. 17, No. 1, 2, s. 27–33, 2012
[6] Jusko, O. Vývoj a inovace brousicích nástrojů. Strojírenská technologie. Vol. 15, No. 1, pp. 17–22, 2010
[7] Novák, M. Studium jakosti broušeného povrchu kalených ocelí, část I. – drsnost povrchu, Strojírenská technologie, Vol. 16, No. 6, s. 26–33, 2011
[8] Osička, K. Průměrná aritmetická úchylka drsnosti povrchu – statistické vyhodnoceni plochy. Strojírenská technologie. Vol. 14, No. 1., s. 30–32, 2009
[9] Bauer, R. Obrábění těžkoobrobitelných materiálů [online]. 2008 [cit. 2014-3-13]. Dostupné z http://www.mmspektrum.com/clanek/obrabeni-tezkoobrobitelnych-materialu.html
[10] Ťavodová, M. The surface quality of materials after cutting by abrasive water jet evaluated by selected methods. Manufacturing technology, Vol. 13, No. 2, s. 236–241, 2013, ISSN 1213-2489
Náprstková N., Novák, M., Sviantek, J.
Fakulta výrobních technologií a managementu
Univerzita Jana Evangelisty Purkyně v Ústí nad Labem
naprstkova@fvtm.ujep.cz
cais@fvtm.ujep.cz, www.ujep.cz
Mohlo by se Vám líbit

Do digitalizace musíte jít s jasnou vizí
- Automatizace + Robotizace
-
25. června 2026
To byla jedna z myšlenek, na které se shodli nejen panelisté, ale i mnozí účastníci jubilejní desáté konference BRNO INDUSTRY 4.0, která se konala 21. […]

Automatické odjehlení vstřikovaných dílů ve výrobním taktu
- Plasty
-
23. června 2026
Efektivní tryskání složitých plastových dílů Kvalitativní aspekty přiměly předního světového výrobce zahradního a elektrického nářadí, aby ve svém výrobní závodě v USA zavedl výrobu vstřikovaných plastových […]

BCW 2026: Bosch urychluje rozvoj technologií pro automatizaci a robotiku
- Automatizace + Robotizace
-
22. června 2026
Od senzorů po systémy: komplexní expertiza a přidaná hodnota z jednoho zdroje Stefan Hartung: „S nástupem humanoidní robotiky roste poptávka po komponentech a řešeních společnosti […]