
17. října 2018 15:38
Stále vyšší požadavky průmyslu medicíny
Průmysl výroby pro medicínské účely je z globálního hlediska jeden z nejrychleji se rozvíjejících sektorů. V roce 2015 představoval více než 10 % objemu světových aktivit strojního obrábění. Požadavky na výrobu malých, složitých a přesných dílů medicínského průmyslu, které jsou často vyráběny z těžko obrobitelných materiálů, se neustále zvyšují.
Hovoříme‑li o medicínském průmyslu, nejedná se jen a výrobu přístrojů, lékařských a chirurgických nástrojů, ortopedických pomůcek, ale také o spoustu chirurgických implantátů. To představuje mnoho tvarově složitých a komplikovaných mini dílů. Tím vzrůstají požadavky na nové typy mini nástrojů strojního obrábění. Navíc je zde problematika obrobitelnosti ušlechtilých materiálů, které jsou pro výrobu přístrojů i implantátů (z důvodů bezproblémové reakce v lidském organizmu) používány. S vědomím všech požadavků a úskalí tohoto odvětví snaží se i vývojáři firmy ISCAR přinášet na trh kovoobrábění nové a vhodné nástroje či alespoň své stávající vhodně modifikovat a ještě více uzpůsobit pro oblast výroby pro medicínský průmysl.

Příklad typického obrobku
a jeho nástrojové řešení
ISCAR ve snaze soustředit se na optimalizaci některých klíčových aplikací obrábění soustředil svou pozornost při vývoji nástrojů především na tyto důležité oblasti:
- použití nejvhodnějších materiálů,
- volba správného povlaku,
- vývoj optimální geometrie břitu,
- vývoj extra pevného a bezpečného upnutí VBD v držáku.
Nástroje řady CUT‑GRIP
Nové soustružnicko‑zapichovací nástroje GEHSR/L‑SL s oboustranným mechanizmem upnutí destičky jsou inovovanou verzí dřívějších držáků GEHSR/L pro švýcarské automaty.
Nově vyvinuté držáky přinášejí uživatelsky výhodný systém upnutí vyměnitelné destičky v lůžku z pravé nebo levé strany u stejného držáku. Cílem bylo především rychlé a bezpečné upnutí VBD s vyloučením potřeby vyjímat k tomuto účelu nožový držák ze stroje a ušetřit tak čas. Utahováním závrtného šroubu vpředu s kuželem do vertikálně uloženého kolíku s bočním otvorem dochází k tahu na kolík ve vertikálním směru a ten svým osazením přitahuje čelist svírající vyměnitelnou destičku. Mechanizmus konstrukce držáku je znázorněn na obrázku č. 1.
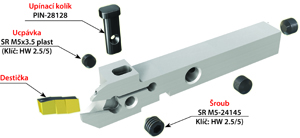
Obr. 1
Nožové držáky jsou nyní vyráběny ve čtvercových průřezech 10, 12 a 16 mm s možností použití destiček GEPI a GEMI s různými utvařeči v šířkách 2,2 a 3,2 mm nebo v šířkách
2 a 3 mm v plnorádiusovém provedení (obr. 2).
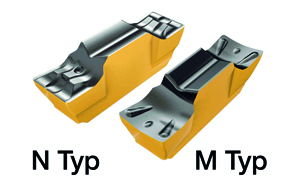
Obr. 2
Ty jsou s výhodou používány při soustružení malých dílů, kdy nízký řezný odpor je maximálně žádoucí. Krátká hlava nožového držáku garantuje vysokou tuhost a stabilitu obrábění. Předpoklad stability umožňuje aplikace s vyššími řeznými rychlostmi a dosažení kvality obráběného povrchu. Jako další inovaci a přizpůsobení těchto nástrojů možnostem obrábění problematických materiálů nabízí ISCAR možnost volby nožových držáků s vysokotlakým chlazením. Míru přínosu vysokotlakého chlazení při obrábění titanů, inconelů a podobných materiálů asi není třeba dále více rozebírat. Nožové držáky mají 3 volitelné vstupy přívodu chlazení, které je možno dle potřeby volit dle polohy nástroje ve stroji (obr. 3).

Obr. 3
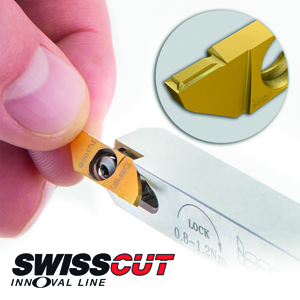
SWISSCUT INNOVAL
Inovací upínacího otvoru destiček typu SWISSCUT vznikla řada nástrojů SWISSCUT INNOVAL. U těchto nástrojů lze destičku nejen upínat z pravé i levé strany držáku, ale díky oválnému upínacímu otvoru není ani třeba vyjímat šroub ven ze závitu pro její vyjmutí a otočení. Šroub stačí částečně vyšroubovat, čímž se umožní náklon destičky a tu lze sejmout, otočit a stejným způsobem nasadit a utáhnout v držáku. Rychlá a bezpečná výměna bez nebezpečí ztráty upínacího šroubu. Tomu se říká „Obrábění inteligentně“.
Speciální šroub má z jedné strany vylisovanou hvězdici Torx a z druhé šestihran na inbus klíč. Do krabičky s držákem tak přibyl jeden díl montážního nářadí. To za výhodu rychlé a bezpečné výměny destiček přímo ve stroji přeci už stojí.
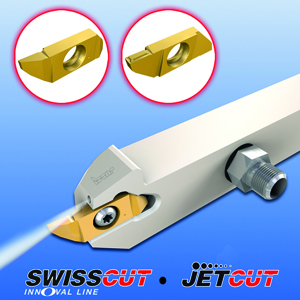
Nožové držáky v pravém či levém provedení (SCHR/L) vyráběné v průřezech od 8 × 10 mm do 16 × 16 mm jsou vhodné pro výrobu mini dílů na malých strojích švýcarského typu. I zde je možná volba nožových držáků s přívodem vysokotlakého chlazení až do 340 barů. Příslušné držáky v průřezech 12 × 12 a 16 × 16 mm mají na konci označení příponu JHP.
Vyměnitelné destičky pod označením SCIR/L se vyrábějí pro aplikace zapichování, upichování, soustružení a závitování.
PICCOACE
Přesnost, tuhost a flexibilita – to jsou vlastnosti mini nástrojů pro vnitřní soustružnické operace. Potřeby medicínského průmyslu jsou trhu podřízeny i nástroje řady PICCO a novější PICCOACE. Jsou to monolitní karbidové nože pro ty nejmenší vnitřní operace soustružení, zapichování a závitování již od vnitřních průměrů 4 mm. Na základě potřeby praxe vyšší tuhosti a orientace nástroje v držáku inovoval ISCAR držáky a vznikl systém PICCOACE.

Nový držák opět snižuje nevýrobní časy potřebné na výměnu a seřízení rozměru nástroje. Karbidový vnitřní nůž se upíná do dutiny držáku, kde je ustavena jeho poloha v radiální i axiálním směru s opakovatelnou přesností na 0,005 mm. Speciální plochý klíč umožňuje utahování upínací hlavice držáku a jeho přesazení v malém kroku. To vše opět i ve stísněných pracovních prostorech švýcarských automatů.
Stávající řady nástrojů PICCOCUT byla doplněna o karbidové nože pro vnější/vnitřní čelní zapichování podél čepu. Nože se zpevněnou konstrukcí se vyrábějí v šířkách 3, 4 a 5 mm pro hloubku zápichu až 40 mm a minimální průměr předvrtaného otvoru je 16 mm. V sortimentu jsou i verze s plným rádiusem. Dva chladicí otvory přivádějí kapalinu k řezné hraně a podél úhlu čela, jsou dimenzovány až do tlaku 100 barů. Jakost karbidu IC1008 s PVD povlakem dovoluje obrábět široké spektrum materiálů při různých řezných rychlostech.

Nevšední tvar a konstrukce destiček MINCUT
Řada nástrojů MINCUT už svým názvem naznačuje, že se jedná o nástroje pro výrobu mini dílů. Jak je zvykem u firmy ISCAR dočkaly se i tyto nástroje časem vývoje a rozšíření sortimentu. Dnes lze těmito složitě tvarovanými destičkami provádět čelní zapichování, čelní soustružení, vnitřní zapichování, podpichování, tvarové soustružení a závitování. Stále platí i to, že rotující nástroj pro čelní zapichování může posloužit i jako nástroj pro zhotovení malých plošek a záfrezů.

Složitost tvaru VBD vyplývá především z důvodů uchycení v držáku

Držáky s destičkami pro čelní zapichování a soustružení
Destičky s označením MIGR 8 jsou určeny pro mělké vnitřní zapichování a podélné soustružení. Jsou vyráběny v šířkách 0,5 až 2 mm v přímém nebo plnorádiusovém provedení.
MIFR jsou destičky pro čelní zapichování a soustružení. V šířkách 1,5 až 3 mm v přímém nebo plnorádiusovém provedení.
MIUR 8 je obdobná destička s úhlem nastavení břitu 45 ° s plným rádiem (R0,5; R0,75; R1 mm) pro operace podpichování.
MITR 8-MT je destička pro výrobu vnitřních ISO závitů (částečný profil) stoupání 0,75 až 2 mm. Minimální průměr otvoru je 10 mm.
Všechny destičky jsou vyrobeny v jakosti karbidů IC908 s PVD povlakem. Tedy vhodné na široký rozsah obráběných materiálů a řezných podmínek.
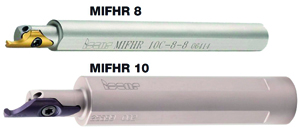
Všechny uvedené destičky lze jednoduše upínat pomocí šroubu do nožových držáků MIFHR v rozsahu průměrů stopky 8 až 16 mm s vnitřním chlazením. Držáky s přívodem pro vysokotlaké chlazení mají označení MIFHR…JHP.
Konkrétně držáky s označení MIFHR 8SC-8-8-SRK jsou určeny pro větší vyložení a jsou vyrobeny z karbidu. Tyto je možno upínat do držáků systému PICCOCUT (MG PCO…-6-8 mm).
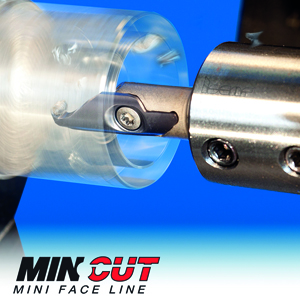
Nástroji MINCUT upnutý v držáku sytému PICCOCUT
ISO soustružení mini destičkami
Pro základní operace soustružení medicínských dílů došlo vývoji nových ISO destiček. Jde o nožové držáky s vnitřním chlazením pro mini destičky. Jako volba se nabízí jednostranné broušené pozitivní destičky EPGT a CCGT určené pro nejjemnější operace vnitřního soustružení i těžko obrobitelných materiálů. Destičky vykazují velmi nízký řezný odpor.

EPGT 03X101-F1P s vrcholovým úhlem 75 ° a úhlem hřbetu 11° a broušenou řeznou hranou délky 3,7 mm jsou určeny pro vnitřní soustružení již od průměrů 4,5 mm. Destičky CCGT 03X101-F1Ps vrcholovým úhlem 80 ° a úhlem hřbetu 7 ° a broušenou řeznou hranou délky 3,6 mm jsou určeny pro vnitřní soustružení již od průměrů 5 mm. Příslušné vnitřní nožové držáky jsou v rozsahu průměrů stopek od 4 do 7 mm.
Oboustranné destičky pro použití od vnitřního průměru 12 mm mohou být osazeny broušenými Trigon destičkami WNGP. Pro vnitřní průměr od 13 mm lze použít 55 ° destičky DNGP. Nožové držáky (i pro zpětné soustružení) jsou vyráběny v rozsahu průměrů stopek od 10 do 20 mm.
Pozitivní destičky jsou s utvařečem F1P určeným pro super dokončovací operace ocelí. Negativní destičky jsou s utvařečem F2P nebo F2M. Určeny jsou pro polodokončování ocelí a nerez ocelí.
Na vrtací operace nástroje SUMOCHAM
Pro hluboké vrtání bez potřeby předvrtání pilotního otvoru jsou nejvhodnější právě samostředící vrtáky SUMOCHAM. Vrtací hlavice HCP‑IQ v kombinaci s leštěnými vrtacími tělesy DCN pro vrtání až do 12×D hloubek jsou k dispozici v rozsahu průměrů (odstupňovaných po 0,5 mm) od 8 do 32 mm.

Při použití těchto vrtáků v hromadné výrobě lze ušetřit nemálo časů jak možností výměny vrtací hlavice přímo ve stroji, a také zrušením výroby předvrtávacího otvoru.
Další inovací této řady nástrojů je nový tvar vrtací hlavice s plochým čelem pro vrtání otvorů do dna. Nové vrtací hlavice s označením FCP jsou konstruovány pro oceli (ISO‑P). Vyrábějí se v rozsahu průměrů (odstupňovaných po 0,1 mm) od 6 do 28,5 mm. Všechny destičky jsou vyrobeny v jakosti karbidů IC908 s PVD povlakem. Jsou tedy vhodné na široký rozsah obráběných materiálů a řezných podmínek.
ISCAR ČR s. r. o.
Mánesova 2903/73, 301 00 Plzeň
Tel.: +420 377 420 625
Mob.: +420 606 642 333
iscar@iscar.cz
www.iscar.cz
Mohlo by se Vám líbit

Profika: bezpečnostní požadavky ve výrobě se zpřísňují, pracovních úrazů v oboru ubývá
- Práce
-
24. července 2026
Zpracovatelský průmysl, do kterého spadá i strojírenství, patří z hlediska počtu pracovních úrazů mezi nejrizikovější obory. V roce 2025 zde bylo zaznamenáno 14 558 úrazů […]

Představujeme Gabby – AI Asistenta Tungaloy pro Výběr Nástrojů
- Digitalizace
-
22. července 2026
Společnost Tungaloy Corporation představuje Gabby, asistenta využívajícího umělou inteligenci, který pomáhá odborníkům v oblasti obrábění kovů rychle identifikovat vhodná nástrojová řešení prostřednictvím komunikace v přirozeném […]

Profika předvedla nové stroje i adaptovanou robotickou buňku, zájem byl o automatizaci
- Obrábění
-
19. července 2026
Společnost Profika na svém květnovém Open House otevřela showroom zájemcům o obrábění a automatizaci provozu. Představila mimo jiné 6osý CNC automatický soustruh XD26III, CNC vertikální […]