
02. října 2017 10:50
PLC v praxi – Konfigurace a řízení frekvenčního měniče Sinamics G120 s více parametrovými sadami po sběrnici Profinet
Následující PLC „okénko“ prezentuje příklad užití frekvenčního měniče Siemens Sinamics G120, řízeného přes Profinet pomocí PLC systému téhož výrobce. Věnovat se budeme kompletnímu postupu uvedení pohonu do provozu, a to od vlastní konfigurace sítě Profinet, přes parametrizaci řídící jednotky měniče až k vlastnímu „rozpohybování“ PLC programem. Celý text by tak měl posloužit zejména začínajícím programátorům, ale i těm pokročilejším, kteří se s touto problematikou potkávají poprvé.
Dále popisovaná praktická ukázka je zaměřena na co možná nejjednodušší provedení s minimem specialit. U čtenářů se předpokládá alespoň základní znalost TIA Portal (hw konfigurace, nastavení sítě, program) a programu Scout/Starter.
Na úvod je vhodné uvést konkrétní specifikaci hardwarového a softwarového vybavení použitého v popisované aplikaci:
- PLC jednotka S7-1500, CPU 1511-1 PN (v2.1).
- Frekvenční měnič Sinamics G120 s řídící jednotkou CU240E-2 PN (v4.7.6).
- Dva rozdílné asynchronní motory připojené k výše uvedenému frekvenčnímu měniči přes stykače ovládané PLC výstupem.
- Pro PLC program uvažujeme prostředí TIA Portal V14 SP1.
- Pohon je konfigurován v programu Simotion Scout V4.4.0.2 (stejně poslouží i jednodušší Starter či rozšíření Startdrive pro TIA Portal – zde autor preferuje Scout/ Starter, protože jej lze mít paralelně spuštěný s TIA Portal a při práci s PLC a pohonem zároveň lze tak velmi snadno a rychle přecházet mezi konfigurací obou zařízení).
Popsané hardwarové a softwarové vybavení samozřejmě nelze brát dogmaticky. Následující postup lze zpravidla použít i pro PLC S7-1200 či S7-300 a rovněž i pro jiné frekvenční měniče, které používají standardní telegramy Siemens PROFIdrive. Stejně tak lze použít sběrnici Profibus. Změní se pouze hardware a konfigurace sítě. Konkrétní specifikace jsou uvedeny z důvodu častých emisí nových firmwarů pro pohony a nových verzí prostředí TIA Portal. Takže co funguje v jedné verzi, nemusí v krajním případě fungovat v jiné. Text je dále rozdělen do tří hlavních částí:
- Vytvoření HW konfigurace a nastavení Profinet komunikace
- Konfigurace pohonu v programu Scout/Starter
- Obsluha pohonu PLC programem v TIA Portal

Obr. 1: HW konfigurace v TIA Portal
Vytvoření HW konfigurace a nastavení Profinet komunikace
Začneme hezky popořádku, od železa a s prostředím TIA Portal. Po založení projektu přidáme z katalogu klíčová zařízení. V případě PLC je to snadné, vyhledáme příslušnou CPU jednotku (jak jsme již uvedli: CPU 1511-1 PN) a vložíme ji do konfigurace. Pokud máme v TIA Portal instalováno rozšíření Startdrive, máme dvě možnosti, jak do projektu vložit zmíněný frekvenční měnič. První možnost (používá zde i autor) najdeme ve stromu HW katalogu: Other field devices → PROFINET IO → Drives → Siemens AG → SINAMICS. Ve složce vyhledáme příslušnou jednotku a její verzi. Tímto způsobem se nám frekvenční měnič objeví jako takový „black box“ bez konkrétní vazby na konfiguraci pohonu. Ten otevřeme v Device view, kde je třeba nastavit komunikaci ve formě telegramů. Možností je několik, nás bude zajímat ten nejjednodušší, a to Standard telegram 1, PZD2/2. O struktuře telegramu se zmíníme dále.
Pro pořádek uvedeme ještě druhou možnost vložení pohonu do naší konfigurace. Tu najdeme v HW katalogu zde: Drives & Starters → SINAMICS drives → SINAMICS G120 → Control units. Takto je měnič přidán jako komponenta doplňku Startdrive a dále lze konfigurovat pohon z hlediska hardware i software výhradně v TIA Portal. I při této volbě lze stále do pohonu přistupovat programem Scout/Starter.
Sestavení naší konfigurace zařízení uzavřeme spojením PLC jednotky a pohonu do jedné Profinet sítě a zvolíme si IP adresy a případně Profinet jména obou komponent, pokud nám nevyhovují automaticky generovaná. Za zmínku stojí, že vlastní komunikace v Profinet síti stojí na jménech, nikoliv IP adresách a pro její funkci není třeba IP adres. Ty nám poslouží hlavně pro připojení k zařízení, případně pro přístup na web server PLC atp. Na obrázku 1 je zobrazena naše konfigurace, tak jak by zhruba měla vypadat v TIA Portal.
Po úspěšné kompilaci projektu, rozuměj bez „červených“ chyb, jsme připraveni na oživování našich zařízení. Předpokládáme, že jsme připojení ve stejné síti a PLC i pohon jsou tak dostupné z našeho počítače. Prvně přidělíme adresy a Profinet jména pro obě zařízení. Učiníme tak přes okno Online & diagnostics, do kterého se dostaneme přes strom projektu nebo nejsnáze klávesovou zkratkou Ctrl + D a to víceméně kdekoliv v projektu, kde vybereme konkrétní zařízení (například přímo v okně HW konfigurace). Začneme ideálně u PLC a hned první položka Online access nás bude zajímat. Zde nakonfigurujeme, jakým způsobem se připojujeme k PLC. Z konfigurace logicky vyplývá typ připojení přes Profinet, dále zvolíme síťovou kartu a rozhraní. Online přístup je třeba nastavit, abychom mohli přidělit IP adresu a Profinet jméno. To už snadno provedeme pomocí položek Assign IP address a Assign PROFINET device name. Je-li síť dobře nastavena, vidíme po vyhledání dostupná zařízení. Zařízení lze identifikovat dle typu a MAC adresy. Pokud máme jen dvě, je to snadné. Ve větší síti je třeba zjistit MAC adresy a podle nich přidělovat IP adresy a jména. Pokud se nám vše podařilo, můžeme do PLC nahrát HW konfiguraci. Je-li vše v pořádku měli bychom po přepnutí do online vidět PLC i pohon se zelenými „zatržítky“, kontrolky BF (Bus Fault) by na obou neměly svítit či blikat. Tímto jsme úspěšně oživili „železo“ a Profinet komunikaci mezi CPU a pohonem.

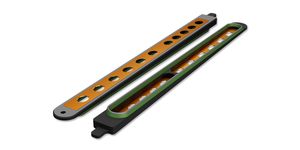
Obr. 2: Půdorys křížového válečkového dopravníku
Konfigurace pohonu v programu Scout/Starter
V dalším kroku se vrhneme na konfiguraci frekvenčního měniče. Autor, milovník vykopávek a odpůrce některých novot, k tomu používá software Scout (ev. Starter). Hlavní výhodu spatřuje v tom, že tento lze paralelně spustit s TIA Portal a lze snadno a rychle přecházet mezi oběma programy. Také díky tomu, že tento software je téměř na sklonku svého života, „běhá“ na dnešních počítačích poměrně svižně a bez prodlev (což nelze říci o TIA Portal).
Dost zkazek na téma Scout/ Starter vs. TIA a pusťme se do nastavení pohonu. Autor nejraději přidává pohony metodou vyhledání online. Touto cestou máte jistotu, že jej dostanete do projektu v aktuální konfiguraci a verzi firmware. Pokud není přímo vyžadováno použití nějakého offline projektu (například se složitějším nastavením, které se hůře reprodukuje – což není ani případ této ukázky), zajistí nám vyhledání a přidání z online „nejčistší“ počáteční podmínky. Vše se děje přes menu Project → Accessible nodes (nebo přímo tlačítkem v liště). Pokud pohon nevidíme, je špatná konfigurace rozhraní. Pokud pohon vidíte s otazníkem, pravděpodobně nemáte nainstalován vhodný firmware pro konkrétní řadu měničů – ty lze zpravidla zdarma stáhnout na webu Siemens. Pokud měnič vidíte bez otazníku, se „zatržítkem“ a s popisem verze, stačí označit a tlačítkem Accept jej přidat do projektu. Takto vložený pohon je prázdný a je třeba se připojit online a stáhnout konfiguraci do projektu (např. pravým tlačítkem na pohon, Target device → Load drive unit to PG). Pro další konfigurování se můžeme od pohonu odpojit a potřebné změny lze připravit v režimu offline.
Naší aplikaci jsme si přeci jenom trochu ozvláštnili, a to použitím dvou motorových, parametrových sad. Takové řešení lze využít tam, kde jsou jedním měničem ovládány dva rozdílné motory. Oba jsou připojeny k jednomu měniči, každý přes stykač, aby bylo možné mezi nimi přepínat. Stykače uvažujeme ovládané výstupem z PLC (viz dále). Kde se nám takové řešení hodí? Představme si například tzv. křížový dopravník, který má dvě na sebe kolmé dráhy. Jedna z nich je zvedací a vždy je v provozu pouze jedna dopravníková trať (zvedací část pracuje v horní poloze, kolmá trať pokud je zvedací část v poloze dolní). Příklad křížového dopravníku ukazuje obrázek 2. Zeleně jsou vyznačeny válečky zvedací části a červeně válečky pevné (kolmé) části. Dalším možným příkladem je sklopný dopravník, kde je například materiál přesouván z horizontální polohy do vertikální či naopak. Takový dopravník se (zpravidla) buď sklápí nebo má v provozu dopravní trať. Je zřejmé, že v obou případech potřebujeme dva motory, ale s úspěchem si vystačíme pouze s jedním frekvenčním měničem. To nám přináší zejména výrazné finanční úspory, ale i menší zástavbu v rozvaděči či jednodušší zapojení.
Jak na řešení dvou sad si hned ukážeme. Vrátíme se k offline konfiguraci frekvenčního měniče. V následující tabulce si nastíníme, které parametry nás zhruba budou zajímat, některé jen okrajově. Jedná se opravdu jen o to nejnutnější z toho, co v Expert listu nalezneme.

Tab. 1: Vybrané parametry pohonu
Od verze firmware cca 4.7 se Siemens rozhodl, že nové pohony budou mít přednastavenou identifikaci, která se aktivuje s prvním uvolněním pohonu do provozu. To nemusí být vždy žádoucí a při nekorektním provedení se pohon může začít chovat nestandardně. Dále aplikační třída je ve výchozím nastavení v hodnotě [1] – Standard Drive Control, což omezuje uživatelský přístup k některým parametrům. Začneme tedy tím, že parametry p96, p1900, p1910 a p1960 nastavíme (pokud nejsou) na hodnotu [0]. Tím získáme větší „moc“ nad parametrizací měniče. Opět pro jednoduchost uvažujeme řízení motorů pouze v režimu U/f – nastavíme p1300 = [0] (pro vektorové řízení je třeba vykonat identifikaci pohonu).
Nyní se dostáváme k důležitému parametru p180, který udává počet parametrových sad motorů. Možné jsou až 4, vystačíme si se dvěma. Nastavením parametru se nám otevírá přístup k oběma sadám pomocí indexů. U odpovídajících parametrů můžeme vidět znak +, pod kterým se skrývá daný parametr s indexem [0] – první motor a [1] – druhý motor. Nyní je vhodný okamžik k nastavení parametrů pro oba motory. Ty klíčové nalezneme pod čísly p300 – p311. U běžného asynchronního (p300 = 1) motoru nám postačí napětí (p304), proud (p305), výkon (p307), účiník (p308), frekvence (p310) a jmenovité otáčky (p311). Dále je dobré nastavit parametr p1082 – čili maximální rychlosti motorů a p1120, p1121, což jsou rozběhové a doběhové rampy, vztažené k referenční rychlosti p2000. Referenční rychlost je společná pro oba pohony a udává rychlost motoru při požadované 100% rychlosti (nedojde-li k omezení parametrem p1082). Tímto jsme zakončili základní parametrizaci pohonu. Následuje přehled nastavených parametrů na obrázku 3 (v seznamu není uveden p180).

Obr. 3: Příklad nastavení frekvenčního měniče
Zbývá nám mírně „vyladit“ komunikaci mezi PLC a měničem. Již v úvodní části bylo uvedeno použití standardního telegramu 1 (PZD2/2). Čili 2 wordy do měniče a 2 z měniče. Vstupní data se skládají ze 16bit řídícího wordu a 16bit požadované rychlosti. 100 % rychlosti odpovídá hodnotě 16384, která představuje hodnotu již zmíněného parametru p2000. Obdobně vypadá struktura výstupních dat. A to 16bit stavový word a 16bit aktuální rychlosti. Nás bude zajímat hlavně řídící word, jehož výchozí struktura je na obrázku 4.

Obr. 4: Struktura řídícího wordu, telegram 1
Z obrázku 4 je patrné, že ve výchozím nastavení zde nejsou bity pro přepínání parametrových sad (DDS selection bit 0, 1). Ty bychom nalezli například ve složitějším telegramu 350. Nicméně nám nic nebrání v tom, si tyto bity přidat do stávajícího telegramu. Přímo se nabízí bity 8 a 9, které nejsou použité. Nastavení můžeme provést buď v Expert listu (p820 a p821) nebo více graficky ve stromu projektu pod Communication → Field bus, záložka Receive direction. Úpravu řídícího wordu pro potřeby přepínání sad nejlépe ilustruje obrázek 5. Na bitech 8 a 9 vidíme propojení k parametrům p820 a p821.

Obr. 5: Řídící word s bity pro přepínání parametrových sad
Dostáváme se k závěru konfigurace pohonu. Offline nastavení máme nyní připravené a stačí jej nahrát. Opět se připojíme k měniči a přes pravé tlačítko na pohonu a volbu Target device → Download drive unit to target device … (nebo použijeme tlačítko v liště) vyšleme parametry do jednotky měniče. Nezapomeneme zvolit možnost Copy RAM to ROM, jinak po vypnutí napájení bude měnič v původním stavu – lze případně provést dodatečně po nahrání. Tímto krokem opouštíme program Scout/ Starter a považujeme nastavení frekvenčního měniče za uzavřené.
Řízení pohonu PLC programem v TIA Portal
V poslední části nás čeká už jen pomyslné slíznutí smetánky v podobě rozhýbání pohonu skrze PLC program. Začneme tím, že si do projektu vložíme standardní funkci SINA_SPEED, kterou najdeme v knihovně Drive_Lib jak ukazuje obrázek 6. Pokud knihovnu nemáme dostupnou, lze ji doinstalovat samostatně či jako součást Startdrive pro TIA Portal. Vše je dostupné na webu Siemens včetně dokumentace.

Obr. 6:Funkce SINA_SPEED v knihovně TIA Portal
V TIA Portal V14 je tato funkce otevřená, a to se nám přesně hodí, pro dvě drobné úpravy. První spočívá v přidání přepínacích bitů DDS bit 0 a bit 1 na 8. a 9. bit řídícího wordu (tak jak jsme si nadefinovali v konfiguraci měniče). Oba bity ideálně nalinkujeme jako digitální vstupy do funkce, abychom mohli sady snadno přepínat z vnějšku. Druhá úprava je spíše kosmetická a pro pohodlí. Původní funkce umožňuje reverzaci pohybu pouze negací požadované rychlosti (občas nepříliš praktické) či přes vstupy ConfigAxis, pod kterými je zabaleno více bitů. Zde nás bude zajímat bit č. 11 řídícího wordu, původně nalinkovaný na 6. bit ConfigAxis. Když si odskočíme zpět k obrázku 4, vidíme, že 11. bit je změna směru otáčení motoru. Opět můžeme velmi snadno přidat digitální vstup do funkce a navázat jej do řídícího wordu. Obě jednoduché úpravy knihovní funkce Siemens jsou zřejmé na obrázku 7.

Obr. 7: Úprava kódu funkce SINA_SPEED
Po provedených změnách program zkompilujeme a funkci můžeme vložit do programu tam, kde se nám to hodí. Takto „vytuněná“ funkce nám poslouží pro běžné rychlostní řízení se snadnou změnou směru a v rukávu máme i popsané přepínání parametrů. Původní vlastnosti zůstávají zachovány. Obrázek 8 již prezentuje možné užití funkce v programu pro řízení dvou dopravníkových pohonů s funkcí přepínání sad. Rozhraní funkce je poměrně snadno čitelné. Pro pořádek uvádíme některé vstupy a jejich význam:
- EnableAxis – uvolnění pohonu pro pohyb vpřed
- SetpointInversion – námi vytvořená opce k reverzaci otáčení
- SpeedSp – žádaná rychlost vztažená k RefSpeed
- RefSpeed – referenční rychlost, odpovídá hodnotě 16384 a dále p2000 v pohonu
- DDS_b0, b1 – námi vytvořený přepínač parametrových sad
- HWIDSTW, HWIDZSW – hw identifikátor (ukazatel) na komunikační adresy IO nastavené v hw konfiguraci projektu (lze také najít pod PLC tags, záložka System constants)
Nakonec je dobré připomenout, že při přepínání mezi pohony je dobré aplikovat drobná zpoždění. Stykačům přeci jenom chvilku trvá, než se sepnou či rozepnou a rovněž je potřeba myslet na doběhové rampy pohonů. Nesprávné načasování přepínání a uvolnění pohonů by tak mohlo skončit chybovým stavem.

Obr. 8: Příklad užití funkce v programu
Závěrem
V článku jsme si představili poměrně snadnou a rychlou cestu k rozhýbání frekvenčního měniče Sinamics G120, řízeného přes Profinet. Autor se snažil zmínit klíčové body v celém procesu konfigurace, ale zároveň popsat celý postup v co nejjednodušší formě. Nejzákladnější řešení zde bylo rozšířeno o možnost přepínání parametrových sad pro více motorů. Úpravou komunikačního telegramu byla rovněž prezentována možnost přizpůsobení základních řešení pro vlastní potřeby. Věřme, že některý z postupů zde uvedených, je pro někoho přínosem a s úspěchem jej využije v praktické aplikaci.
Pavel Jiránek
Mohlo by se Vám líbit

Huisman Czech Republic nabere až 100 nových zaměstnanců. Hledá svářeče, konstruktéry i specialisty pro globální projekty
- Práce
-
13. července 2026
Společnost Huisman Czech Republic nabírá zaměstnance v reakci na rostoucí objem zakázek a pokračující rozvoj svého závodu ve Sviadnově. Během následujícího roku plánuje přijmout přibližně […]

Český železniční průmysl představil své technologie zástupcům indických firem
- Strojírenství
-
07. července 2026
ACRI připravila incomingovou misi ve spolupráci s českou ambasádou v Dillí, MPO a MZV ACRI – Asociace podniků českého železničního průmyslu ve spolupráci s Velvyslanectvím České […]
Nové těsnění rámu divize Parker Chomerics zajišťuje těsnost v obranných a leteckých systémech
- Elektro
-
04. července 2026
Těsnění rámu s průtokem vzduchu CHO-AIR® VITA 48.5 podporuje shodu s normou ANSI/VITA 48.5-2026 v náročných prostředích integrovaných počítačů Divize Chomerics Division společnosti Parker Hannifin Corporation, mezinárodního lídra v oblasti technologií […]