
02. října 2017 17:05
Hluboké gravírování laserem
Pulzní lasery se pro gravírování používají již velkou řadu let, nicméně sublimace většího objemu materiálu byla vždy časově velmi náročná. Vývojem pulzních laserů stále vyšších výkonů je možné zefektivňovat mimo jiné právě aplikace laserového gravírování, zejména pak velmi hlubokého gravírování.

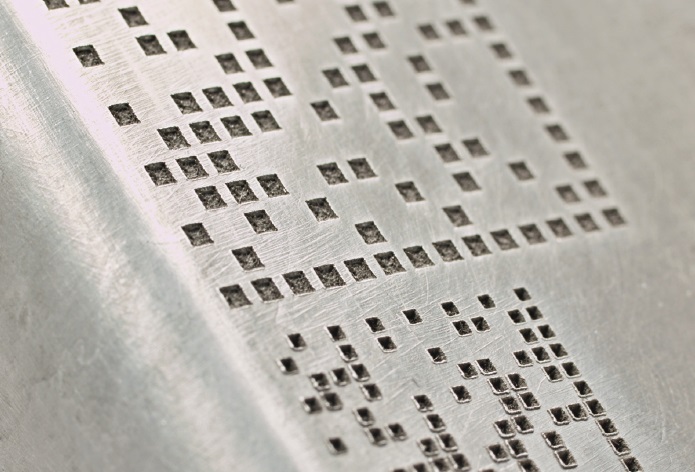
Pod pojmem velmi hlubokého gravírování rozumíme aplikace, při kterých je dosahována hloubka gravírování vyšší než 0,1 mm. V principu se laserové gravírování podobá aplikaci laserového popisu, ovšem s cílem nevytvářet kontrast na materiálu, ale odpařovat jej a vytvářet tak hluboké vzory. Protože dokáže laserový paprsek vzhledem ke své malé velikosti ovlivňovat materiál velmi přesně, lze takto vytvářet i velmi detailní vzory, přičemž nejčastěji je laserem gravírovaná různá grafika, alfanumerický text i čárové kódy, zejména pak 2D kódy pro identifikaci výrobků. Laser dosahuje zároveň i výborné kolmosti stěn, což napomáhá tvorbě stínů ve vygravírovaných oblastech. To je důležitý aspekt pro vznik správného kontrastu ve vzoru zejména při čtení 2D čárových kódů čtečkami.
Kromě přesnosti se proces může pochlubit i výbornou škálovatelností. Nejběžnějším postupem je za pomoci optimálních parametrů odpařit určitou vrstvu materiálu a cyklicky opakovat tento postup do doby, dokud není dosažena požadovaná hloubka vzoru. V tomto případě je počet opakování odvislý od požadavku na hloubku (čas procesu se stává závislou veličinou) nebo od požadavku na čas (závislou veličinou se stává naopak hloubka). Velmi často, zejména jedná-li se o procesy sériové výroby, je kladen často důraz na hloubku a zároveň i na co nejnižší časový limit pro celou operaci. Nalezení správných parametrů pro získání optimální rovnováhy procesu v takových případech není jednoduchou věcí a vyžaduje jisté laborování. Gravírovaná plocha je logicky rovněž jedním z nejdůležitějších aspektů časové náročnosti, který vypoví o tom, bude-li se měřit časová náročnost aplikace v sekundách nebo v desítkách minut.
Hloubkové gravírování se nejčastěji používá k identifikaci dílů tam, kde se očekává velmi vysoká otěrová zátěž nebo v případech, kdy má být zachována čitelnost identifikace i po následné povrchové úpravě materiálu (povrch materiálu má být otryskán nebo má být např. pokryt lakem určité tloušťky).
Níže je možné vidět dva příklady hlubokého gravírování v podobě gravírování VIN kódu do nerezového štítku a gravírování Datamatrix kódu pro identifikaci hliníkového odlitku.
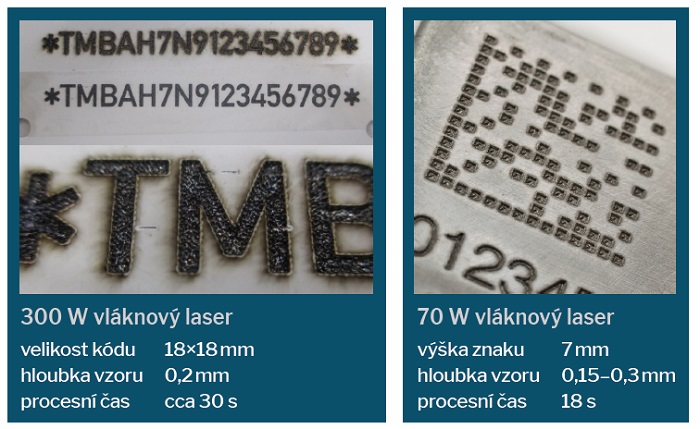
Jak již bylo zmíněno výše, laserové gravírování je prováděno pulzními lasery, které většinou gravírují různé druhy kovů. Jako pulzní lasery se používají nejčastěji lasery vláknové s průměrným výkonem od 20 W výše. Vyšší výkon samozřejmě poskytuje efektivnější odběr materiálu a může tak výrazně zkrátit procesní čas, nicméně zároveň může negativně ovlivňovat design, protože dochází i k výraznějšímu vytlačování zbytkového materiálu do okolní oblasti gravírované zóny, ve formě taveniny u hraniční kontury vzoru tvořící drobné okuje. Kromě správného typu laserového zdroje je potřeba použít i vhodnou optiku, výběr vhodných procesních komponent, stejně jako vhodných parametrů nastavení leží na dodavateli laserové technologie.
Vzhledem k poměrně agresivnímu průběhu aplikace je třeba zabezpečit jak ochranu osob v okolí laserového systému, tak i ochranu klíčových laserových komponent. Zakrytování celého zařízení dle bezpečnostních norem je stejně jako u ostatních laserových aplikacích samozřejmostí, zvýšená pozornost by se zde měla však vztahovat k intenzivnímu odsávání sublimovaného materiálu. Ten jednak může obsahovat složky schopné poškodit při inhalaci lidské zdraví, zároveň může ulpívat na laserové optice a způsobovat tak její degradaci. Při velmi intenzivním gravírování nemusí samotné odsávání stačit a je vhodné jej doplnit navíc i ofukem tlakového vzduchu – tzv. vzduchovým nožem, který odklání sublimovaný materiál od optiky směrem k odsávací trubici.
Mohlo by se Vám líbit

Studenti VUT představili družici KOSTKA. První český satelit navržený a postavený studenty zamíří do vesmíru
- Strojírenství
-
01. srpna 2026
Na oběžnou dráhu Země se již brzy vydá KOSTKA, první česká družice navržená a sestavená výhradně studenty. Projekt studentského týmu YSpace z Vysokého učení technického […]

Rok 2025: Druhý nejsilnější rok ve výrobě osobních automobilů, rekordní produkce autobusů a tržby na historickém maximu
- Automotive
-
31. července 2026
Historicky druhý nejsilnější rok ve výrobě osobních automobilů, mimořádný rok produkce autobusů a tržby na rekordní úrovni – to jsou klíčové ukazatele, charakterizující vývoj roku […]

Blackout může trvat jen několik sekund, ale odstávka výroby celé hodiny. A stát miliony
- Elektro
-
26. července 2026
Výpadek elektřiny ve výrobním podniku není pouhá technická nepříjemnost. I několikasekundové přerušení dodávky může zastavit celou výrobní linku, vyřadit řídicí systémy, znehodnotit rozpracovanou výrobu a způsobit […]