
20. dubna 2018 00:33
Spracovanie recyklovaného polyvinyl butyralu (PVB) technológiou lisovania
Lisovanie patrí z pohľadu technologických nárokov medzi najjednoduchšie a ekonomicky najmenej náročné technológie spracovania polymérnych materiálov. Podstata samotného lisovania spočíva vo formovaní roztaveného polyméru v dutine lisovacej formy a následným fixovaním tvaru výrobku. [1], [2]
Termoplasty sa pred výberom z formy musia ochladiť. Lisovanie prebieha v lisoch. Lisy sú zariadenia, ktoré zabezpečujú temperáciu formy lisu a v nej uloženého materiálu (spravidla vyhrievanie) a zároveň vyvíjajú tlak potrebný na vynútenie toku materiálu, aby došlo k dokonalému vyplneniu dutiny formy do tvaru finálneho výrobku. Prebytok materiálu je počas tvarovania vplyvom lisovacieho tlaku vytláčaný do pretokových kanálikov, ktoré sú riešené tak, aby sa po ukončení lisovacieho cyklu pretoky ľahko odstraňovali. [1]
Technológia lisovania
Použitie technológie lisovania [3], z komplexného pohľadu patrí dnes ešte stále medzi najjednoduchšie a ekonomicky prijateľné technológie spracovania termoplastov alebo materiálov na báze termoplastov vôbec.
Úlohou lisovania je formovanie roztaveného polyméru v dutine lisovacej formy. V prípade lisovania vzoriek, ktorých podstatu tvoril recyklovaný polyvinyl butyral, termoplastický materiál bol v dutine formy roztavený, tzn. dosiahol teplotu topenia (Tm). [3]
Pred samotným lisovaním, bol termoplastický materiál – recyklovaný polyvinyl butyral (Obr. 1) pomocou miešacieho zariadenia, ktoré je zložené z dvojzávitoviek, homogenizovaný. Na prípravu homogenizovanej zmesi bolo použité kontinuálne miešanie. [4] Kontinuálnym miešaním bola zabezpečila úplná homogenizácia materiálu. Homogenizácia materiálu prebiehala na prístroji Brabender Plasti-Corder W 350 E (Obr. 2, Obr. 4). Skúšky boli realizované pri teplote miestnosti 22 °C a vlhkosti 60 %. [5]

Obr. 1: Recyklovaný polyvinyl butyral (PVB) [5]

Obr. 2: Pohľad na zariadenie Brabender Plasti-Corder W 350 E [5]
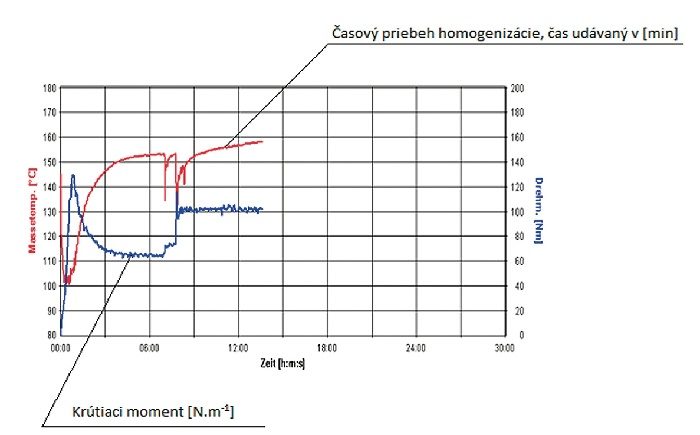
Obr. 3: Priebeh homogenizácie recyklovaného polyvinyl butyralu [5]
Z nem. jazyka „Masstemperatur“– teplota zmesí, udávaná v [° C]
Z nem. jazyka „Zeit“– časový priebeh homogenizácie, čas udávaný v [h, min, s]
Z nem. jazyka „Drehmoment“– krútiaci moment [N·m-1]

Obr. 4: Ukončenie homogenizácie recyklovaného polyvinyl butyralu [6]
- otvorenie formy,
- naplnenie formy materiálom,
- zatvorenie formy,
- samotné lisovanie,
- otvorenie formy,
- vybratie výlisku,
- ochladenie výlisku,
- vyčistenie dutiny formy. [5]
Priebeh merania a diskusia
Tak, ako už bolo vyššie spomenuté, po ukončení homogenizácie boli vylisované skúšobné dosky z ktorých, boli razené, podľa normy DIN EN ISO 527-1 vzorky typu 5. Takto zhotovené vzorky podľa normy, boli pripravené na testovanie mechanických vlastností materiálu, prostredníctvom ťahovej skúšky. Nasledujúca tabuľka obsahuje charakteristiky lisovania na lise zn. Brabender W 350.
Tab. 1: Podmienky lisovania recyklovaného polyvinyl butyralu [5]
| Lis | Brabender W 350 |
| Teplota lisovania | 190 °C |
| Doba predhrievania lisu | 20 min |
| Doba lisovania | 20 min |
| Doba ochladzovania | 20 min |
| Tlak lisovania | 10 MPa |
Ťahovou skúškou bola hodnotená pevnosť materiálu v ťahu. Princíp skúšky spočíval v namáhaní skúšobného telesa až do okamihu kedy nastalo pretrhnutie vzorky. Skúšobná vzorka bola upnutá do čeľustí trhacieho stroja. [2]
Vplyvom konštantnej rýchlosti došlo k jej naťahovaniu. Spolu s rastúcou deformáciou rástla aj sila, ktorá bola potrebná na udržanie konštantnej rýchlosti posunu čeľustí trhacieho stroja. Obrázky nižšie znázorňujú vylisované vzorky materiálu na ťahovú skúšku podľa normy DIN EN ISO 527-1.
Záver
Spracovaním recyklovaného polyvinyl butyralu pomocou už vyššie spomenutej technológie lisovania nám dáva možnosti, akým spôsobom je reálne túto „odpadovú surovinu“ použiť. Aplikácie je nutné hľadať v oblastiach, kde chceme [6]:
- minimalizovať nedostatky, prípadne problémy s odpadovou surovinou z čelných skiel automobilov,
- opätovne ich ďalej využiť do procesu výroby,
- spracovaním recyklovaného polyvinyl butyralu do nových materiálov s cieľom implementovať ich do vybranej produkcie strojárskej, stavebnej výroby, a nielen tam,
- vyrobenými materiálmi na báze recyklovaného polyvinyl butyralu šetriť vstupné investície podniku,
- vyrobenými materiálmi na báze recyklovaného polyvinyl butyralu šetriť životné prostredie a zdravie človeka,
- recyklovateľnosť výrobkov.
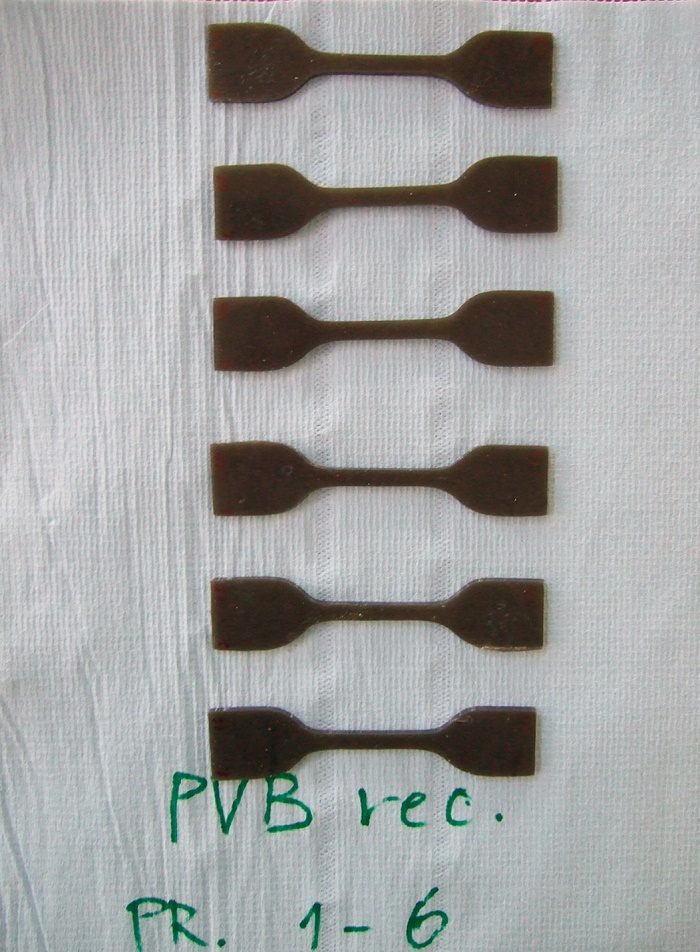
Obr. 5: Vylisované vzorky recyklovaného polyvinyl butyralu pred ťahovou skúškou [5]
[1] Progresívne vyvíjané polymérne kompozity v automotive [online] Citované [01. 02. 2018] Dostupné z www http://www.zapsr.sk/progresivne-vyvijane-polymerne-kompozity-v-automotive/
[2] Knapčíková, L. Životný cyklus kompozitného materiálu s termoplastickou matricou (2015). In: Strojárstvo. Roč. 19, č. 7–8 (2015), s. 83. – ISSN 1335-2938.
[3] Plasty, Fakulta priemyselných technológií, Trenčianská univerzita, Učebné texty, [online],[citované2015-05-07] dostupné z WWW < www.fpt.tnuni.sk>
[4] Chmielewska, E.: Odpady: Vysokoškolské skriptá. Bratislava: Prírodovedecká fakulta UK 1997, s. 129–130, ISBN 80-967774-3-2.
[5] Knapčíková, L: Optimalizácia technologických procesov pri zhodnocovaní plastov, Dizertačná práca, TUKE FVT, s. 186, 2011.
[6] Knapčíková,L: Skúmanie materiálov na báze recyklovaného polyvinyl butyralu, Habilitačná práca, FVT TUKE, 2017.
doc. Ing. Lucia Knapčíková, PhD., Ing.Paed.IGIP
Fakulta výrobných technológií TU Košice
so sídlom v Prešove
Bayerova 1
080 01 Prešov
e-mail: lucia.knapcikova@tuke.sk
www.tuke.sk
Mohlo by se Vám líbit

Ve španělské Pamploně byla zahájena výroba nového modelu Škoda Epiq
-
18. června 2026
Sériová výroba vozu Škoda Epiq, nejdostupnějšího elektromobilu značky, byla spuštěna v závodě Volkswagen Navarra ve španělské Pamploně Jedná se o významný krok v prohloubení synergií […]

DATRON Technologický seminář představil pětiosé obrábění i chlazení alkoholem
- Obrábění
-
16. června 2026
Osmý ročník Technologického semináře společnosti DATRON-TECHNOLOGY se opět těšil mimořádnému zájmu odborné veřejnosti. Předvedl řadu novinek a trendů v oblasti vysokorychlostního CNC obrábění v čele s mimořádně sofistikovaným […]

CoroDrill® DE10: Komplexní, snadno použitelné řešení pro velkosériovou výrobu děr
- Obrábění
-
15. června 2026
Díky dvěma novým geometriím je koncepce CoroDrill® DE10 připravena posunout optimalizaci na ještě vyšší úroveň Společnost Sandvik Coromant, která se specializuje na obráběcí nástroje, definitivně […]