
20. dubna 2015 00:44
Charakteristika kompozitných materiálov na polymérnej báze
Kompozitné materiály sú tvorené z dvoch alebo viacerých chemicky rozdielnych zložiek. Minimálne jedna zo zložiek je označovaná ako matrica (z angl. „matrix“), je kontinuálna. Druhá zložka je v matrici dispergovaná a označuje sa ako plnivo (z angl. „filler“).
Vzhľadom na širokú škálu kompozitných materiálov je dôležité poznať vlastnosti kompozitných materiálov. Tie závisia od rôznych faktorov. Medzi najvýznamnejšie patria:
- vlastnosti vlákien a polymérnej matrice,
- obsah vlákien v kompozite,
- orientácia a dĺžka vlákien,
- charakter medzifázového rozhrania a
- spôsob výroby kompozitov. [1, 7]
Jednosmerne orientovanými vláknami v kompozitných materiáloch sa dosiahne jednoznačne najväčšie zlepšenie vlastností, čo je znázornené na nasledujúcom obrázku č. 1.
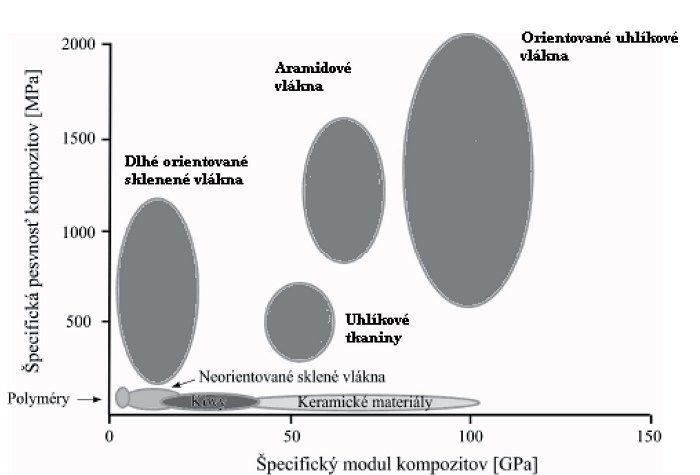
Obr. 1: Grafické zobrazenie porovnania polymérnych kompozitných materiálov s kovmi [4, 6]
Celkove musí teda platiť:
σ f >> σ m (1)
E f >> Em (2)
σf < σm (3)
Vplyv obsahu vlákien je rovnako dôležitý ako výber samotných vlákien. Pre konkrétny typ kompozitu je preto veľmi dôležité stanoviť najnižší obsah vlákien, označovaný ako (nf a nkrit), pri ktorom sa dosiahne zlepšenie mechanických vlastností. Je preto veľmi dôležité, aby nf > nkrit. Samotná orientácia vlákien v kompozite je rozhodujúca nielen z hľadiska výsledných aplikačných vlastností, ale aj z výberu vhodnej spracovateľskej technológie. Príslušná výrobná technológia je tým technologicky náročnejšia, čím vyššie kritéria sú kladené na samotnú orientáciu vlákien. [5, 6, 8] Preto je nevyhnutné špecifikovať, v akom smere vo vzťahu k orientácii vlákien budú výrobky namáhané, a to pri dimenzovaní výsledných aplikačných vlastností kompozitov. Pevnosť v smere longitudálnom sa označuje indexom 1 alebo X. S1 a závisí predovšetkým od obsahu vlákna v kompozite. Spravidla platí, že S1 je priamo úmerná obsahu vlákna v kompozite. O transverzálnej pevnosti (s2, sY) rozhoduje pevnosť polymérnej matrice a pevnosť medzifázového rozhrania, zatiaľ čo pevnosť vlákna nemá na túto veličinu prakticky žiadny vplyv. Šmyková pevnosť závisí predovšetkým od uhla pôsobenia sily. [4, 7]
Dôležitú úlohu pri kompozitných materiáloch zohráva aj orientácie vlákien (obr. 3). V závislosti od orientácie vlákien sa polymérne kompozity rozdeľujú na:
- kompozity s dlhými jednosmerne orientovanými vláknami,
- kompozity s dlhými plošne (lamináty) orientovanými vláknami,
- kompozity s priestorovo orientovanými vláknami,
- kompozity s krátkymi neorientovanými, alebo prednostne orientovanými vláknami. [3, 7]
 Obr. 2: Kompozitný materiál s polymérnou matricou počas ťahovej skúšky [3] |
 Obr. 3: Kompozitný materiál na polymérnej báze vystužený uhlíkovými vláknami [4] |
Pri jednosmerne a plošne orientovaných vláknach je charakteristickým znakom anizotropia vlastností (anizotropia, t.j. závislosť fyzikálnych vlastností látok od smeru pôsobenia sily). Je známe, že pevnosť kompozitov v smere orientácie vlákien, t.j. pozdĺžnom (longitudálnom) je podstatne vyššia ako v smere kolmom na os vlákna, v kompozitoch s plošne orientovanými vláknami je longitudálna pevnosť rovnaká ako transvenzálna. V prípade plošne orientovaných vlákien (laminátov) sú vlastnosti kompozitov v jednotlivých individuálnych rovinách izotrópne, avšak v smere kolmom na os vlákien sú podstatne nižšie. Izotrópne vlastnosti sa dosiahli v kompozitoch s priestorovo orientovanými vláknami. Pri výbere matrice pre danú aplikáciu je potrebné zohľadniť aplikačné a výrobné vlastnosti polyméru. V prípade reaktoplastických matríc má z hľadiska aplikačných vlastností kompozitov významnú úlohu pevnosť, predĺženie v ťahu, húževnatosť, tepelná odolnosť, odolnosť voči UV žiareniu, chemická odolnosť, navĺhavosť, horľavosť a dielektrické vlastnosti. Z hľadiska výberu výrobnej technológie sú to predovšetkým viskozita, zmáčateľnosť vlákien, skladovateľnosť, rýchlosť vytvrdzovania, obsah prchavých produktov, vedľajšie produkty pri vytvrdzovaní uvedené v tabuľke 1 [1, 2, 6].
Tab. 1: Porovnanie vlastností reaktoplastov a termoplastov [3]
| Vlastnosť | Reaktoplasty | Termoplasty |
| Viskozita | malá | vysoká |
| Modul pružnosti | nízky | vysoký |
| Pevnosť | malá | vysoká |
| Skladovateľnosť | obmedzená | neobmedzená |
| Produktivita | nízka | vysoká |
| Recyklovateľnosť | zlá | dobrá |
Záver
Pred samotnou výrobou kompozitného materiálu je potrebné poznať východiskové podmienky vzniku jednotlivých zložiek potrebných k výrobe. Najjednoduchšou metódou na výrobu kompozitu je miešanie jednotlivých zložiek kompozitného materiálu. Miešaním polymérov sa pripravujú zmesi dvoch alebo viacerých polymérov, s nepolymérnymi prísadami, napr. plnivá, zmäkčovadlá a pod. Aby kompozitné materiály vykazovali stanovenú pevnosť je potrebné poznať ich mechanické vlastnosti a možnosti ako tieto vlastnosti zvýšiť, aby boli použiteľné v rôznych oblastiach priemyslu.
Použitá literatúra:
[1] BEAUMONT, L.: Successful Injection Moulding, Carl Hanser Verlag, 2002
[2] CRAWFORD, R. J.: Plastics Engineering, Pergsmon Press, England. 1987 Barry, C.M.F.-Orroth, S.A.:Processing of thermoplastics, In: Harper, CH. A.: ModernPlastics Handbook, USA, 2000, ISBN 0-07-026714-6
[3] KNAPČÍKOVÁ, L.: Optimalizácia technologických procesov pri zhodnocovaní plastov, Dizertačná práca, TUKE FVT, s. 186, 2011
[4] KNAPČÍKOVÁ, L., BECKMANN, S., HERZOG, M.: Faserauszugverhalten von Hochleistungsfasern aus Thermoplastischer Matrix, 12. Schwarzheider Kunststoffkolloquium, 19. 09. 2012–20. 09. 2012, Schwarzheide, Deutschland
[5] KREBS, J.: Teorie zpracování nekovových materiálů, VŠST Liberec, 1991
[6] KUTA, A.: Technologie a zařízení pro zpracování kaučuků a plastů, VŠCHT Praha, 1999 (skripta)
[7] LIPTÁKOVÁ, T., ALEXY, P. a kol.: Polymérne technické materiály, Vysokoškolská učebnica, 2009
[8] MICHAELI, K.: Training in Injection Moulding, Carl Hanser Verlag, 2001
Ing. Lucia Knapčíková, PhD.
 Fakulta výrobných technológií
Fakulta výrobných technológií
TU Košice so sídlom v Prešove,
Bayerova 1, 080 01 Prešov
lucia.knapcikova@tuke.sk, knapcikova.lucia@gmail.com
www.tuke.sk
Mohlo by se Vám líbit

Automatické odjehlení vstřikovaných dílů ve výrobním taktu
- Plasty
-
23. června 2026
Efektivní tryskání složitých plastových dílů Kvalitativní aspekty přiměly předního světového výrobce zahradního a elektrického nářadí, aby ve svém výrobní závodě v USA zavedl výrobu vstřikovaných plastových […]

BCW 2026: Bosch urychluje rozvoj technologií pro automatizaci a robotiku
- Automatizace + Robotizace
-
22. června 2026
Od senzorů po systémy: komplexní expertiza a přidaná hodnota z jednoho zdroje Stefan Hartung: „S nástupem humanoidní robotiky roste poptávka po komponentech a řešeních společnosti […]

Slabým místem automatizace je záběr nástroje
- Obrábění
-
20. června 2026
Díky nástrojům vybaveným senzory lze proces obrábění kovů lépe sledovat a řídit Průmyslová automatizace zaznamenala prudký rozvoj v oblasti robotiky a propojené analytiky, avšak jejím slabým článkem […]