
04. května 2015 00:33
Inovácie v oblasti nástrojov pre výrobu ozubených kolies
Každá oblasť priemyslu by sa v súčasnosti asi ťažko zaobišla bez ozubených kolies. Tieto už notoricky známe a najviac využívané súčiastky na prenos a transformáciu krútiaceho momentu hrajú dôležitú úlohu, na ktorej je postavená široká oblasť výskumov. Ich tvar, veľkosť, odolnosť, trvanlivosť a presnosť ich predurčujú k ich širokému využitiu.
Na to, aby tieto charakteristiky boli plne splněné, je potrebný výrobný proces, ktorým ich docielime. Výrobu ozubených kolies v súčasnosti je možné realizovať viacerými metódami. Frézovaním stopkovou alebo kotúčovou modulovou frézou je možné dosiahnuť vysokú presnosť obrábaných ozubených kolies, pričom tento spôsob je podmienený samotnou nižšou produktivitou, vzhľadom na to, že v týchto prípadoch je obrábaná len jedna zubová medzera. Výroba ozubených kolies pomocou odvaľovacích fréz je zase charakteristická plynulým záberom veľkého počtu rezných hrán pri nižších presnostiach výroby. Pri každom tomto spôsobe je potrebné zvažovať smerovanie vývoja samotných nástrojov tak, aby bola docielená čo najvyššia produktivita pri čo najlepšej dosahovanej kvalite obrábaných plôch a ekonomické nároky reprezentované prevádzkovými časmi boli čo najnižšie. V článku sa budeme zaoberať novými inováciami v oblasti nástrojov pre výrobu ozubených kolies od spoločnosti LMT Fette.
Znižovanie úkonov – šetrenie času
Produktivita výroby ozubenia je predmetom bádania výrobcov nástrojov, v ktorom sa zameriavajú najmä na vývoj konštrukčných riešení, ktoré by šetrili prevádzkový a manipulačný čas. Výmena nástroja patrí k aspektom, ktoré takýto čas predstavujú.
Preto v tejto oblasti sú vyvíjané nové riešenia, ktoré spájajú viacero nástrojov vykonávajúcich výrobný úkon do jedného nástroja. Výhodou spojenia je aj zabezpečenie presnosti ustavenia nástroja, čím sa zvyšuje aj samotná presnosť výroby.
Spojením hrubovacieho a dokončovacieho nástroja je aj novovivinutý nástrojový systém od spoločnosti LMT Fette, ktorý integruje jednozávitovú hrubovaciu odvaľovaciu frézu a dvojzávitovú dokončovaciu frézu spojenú do jedného telesa (Obr. 1a). Touto kombináciou je docielené skrátenie prevádzkových časov potrebných na výmenu nástroja. Hrubovacia časť nástrojového systému má optimálne rozloženie ôsmich rezných segmentov na hlave frézy pre vysokorýchlostné obrábanie. Samotná dokončovacia časť je vybavená dvomi závitmi s reznými platničkami, ktoré umožňujú vysokorýchlostné a veľmi presné obrábanie zubovej medzery.
Do skupiny nástrojových systémov patrí aj univerzálny systém spájajúci obrábanie zubovej medzery odvaľovacou frézou a dvojicou nástrojov na zrážanie hrán (Obr. 1b), ktoré zabezpečujú odstránenie ostrých hrán na spodnej a hornej čelnej ploche ozubeného kolesa. Hlavnou výhodou takého nástroja je, že tu nie je potrebná investícia na ďalší stroj.

Obr. 1: Nástrojové systémy (a) Hrubovací a dokončovací odvaľovací systém, (b) Odvaľovací a odhrotovací systém – ukážka pred a po odhrotovaní
Inovácie pre výrobu vnútorného ozubenia
Výroba ozubených kolies s vnútorným ozubením nesie so sebou určité špecifiká súvisiace s tvarom krivky ozubeného venca. To znamená, že každá rezná hrana na odvaľovacej fréze musí byť tejto požiadavke prispôsobená na rozdiel od univerzálnych odvaľovacích fréz na výrobu vonkajšieho ozubenia, ktorými môžeme vyrábať ozubenie nezávisle na počte zubov.
Riešenie tohto problému sa podarilo nájsť v spoločnosti LMT Fette vyvinutím nového odvaľovacieho systému Gear Runner (Obr. 2), ktorý umožňuje dosiahnuť obrábanie ozubených kolies s priemerom 800 mm a vyššie kontinuálnym odvaľovacím procesom v kvalite, ktorá nepotrebuje ďalšie opracovanie. Hlavnú úlohu vo vývoji hral výkon moderného softvéru, ktorý umožňoval v simulácii vypočítať nástroj takým spôsobom, že iba päť rôznych rezných platničiek je v zábere s ozubením.
Testovaný nástroj aj bez povrchovej úpravy dosahoval výrazne lepšiu kvalitu povrchu a vyššiu produktivitu. V kombinácii s vhodnou povrchovou úpravou, tak tento nástroj môže ešte viac dosahovať lepšie výsledky.
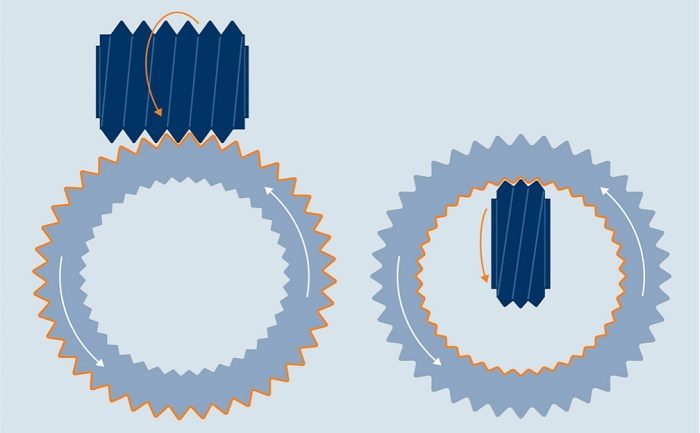

Obr. 2: Odvaľovací nástroj na vnútorné ozubenie Gear Runner
Inovačné materiály
Výrobcovia nástrojov na výrobu ozubenia s dlhoročnými skúsenosťami sa pridržiavajú trendov v oblasti inovácii samotných materiálov použitých na výrobu nástrojov. Zloženie materiálu je prvotným aspektom, ktorým môžu výrobcovia zabezpečiť vyššiu trvanlivosť nástroja a zvyšovať aj rezné parametre pri zachovaní kvality rezu. Trendom je vyvíjať materiály založené na nanotechnológiách, ktoré ovplyvnia nepatrnú plochu, a zabezpečia tak vysokú pevnosť a odolnosť materiálu pri prevádzke.
Novovyvinutým materiálom pre odvaľovacie frézy od spoločnosti LMT Fette je Speedcore charakteristický svojou vysokou tvrdosťou s intermetalického rezného materiálu, s ktorým je možné dosiahnuť rezanie s rýchlosťou vyššou aspoň o 30 % v porovnaní s PM-HSS u odvaľovacích frézach (Obr. 3). Následkom toho je skrátenie výrobných časov bez zníženia životnosti nástroja.
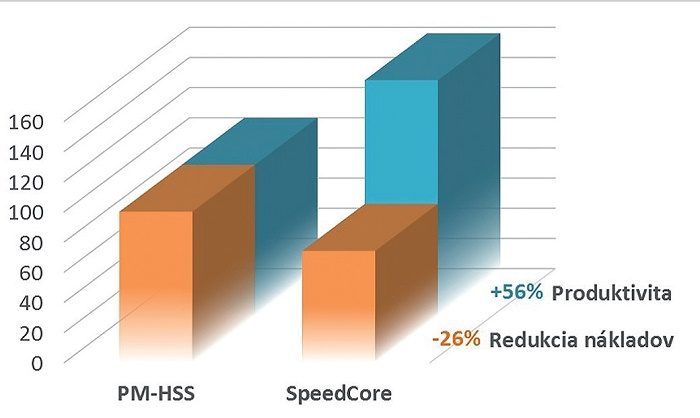
Obr. 3: Porovnanie materiálov PM-HSS a SpeedCore
V spojení kombinácie intermetalických materiálov s nanotechnológiami aplikovanými vo forme tenkých povlakovaných filmov, tak výrobcovia majú možnosť dosiahnuť vysokú tvrdosť materiálu pri vrstve tenkej niekoľko mikrónov. Príkladom takého tenkého filmu je aj nanoštruktúra s vysokým obsahom hliníka s označením Nanotherm, ktorá má vyššiu tvrdosť než tradičné povlaky na báze TiAlN. Takáto štruktúra minimalizuje vnútorné napätie a týmto umožňuje hrubšie povlakovanie hrúbky 5–7 μm. Veľmi hladký povrch zabezpečuje zamedzenie zachytávania triesok, čím sa znižuje teplota v pracovnej oblasti a opotrebenie nástroja na termické vplyvy.
Oblasť inovácii v súčasnej dobe naberá na obrátkach, čo je zapríčinené najmä lídrami na trhu, ktorý majú dlhoročné skúsenosti v oblasti výroby nástrojov na ozubené kolesá. Inovácie v oblasti konštrukcie prinášajú nové riešenia koncepcie nástroja tak, aby jeden nástroj zlučoval väčšie množstvo operácii na jednom tele nástroja. Samotné materiály sú zamerané na zvyšovanie tvrdosti a trvanlivosti nástroja je možné predpokladať, že v tomto smere súčasné výskumy v oblasti nanotechnológii prinesú do budúcna ďalšie nové materiály s progresívnejšími vlastnosťami aplikovateľnými na nástroje na výrobu ozubenia.
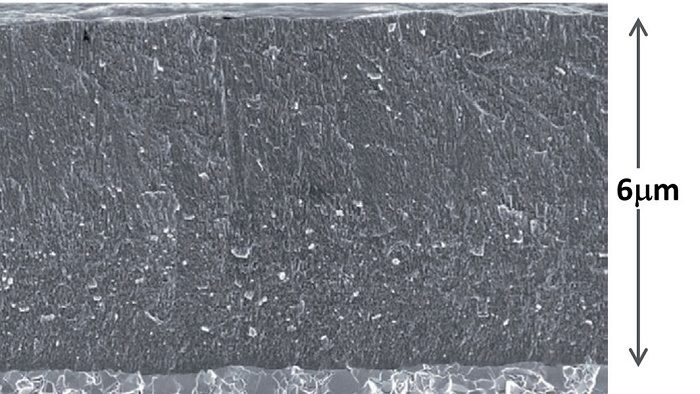
Obr. 4: Hĺbka povlakovanej vrstvy Nanotherm je viac ako 3 500 HV
Referencie:
[1] LMT Tools, LMT Fette Gear Cutting Tools and Knowledge.
[2] Katalóg Productive and innovative – Gear cutting experts od spoločnosti LMT Fette
Ing. Juliána Litecká, PhD.
Oddelenie Techniky Katedry fyziky, matematiky a techniky,
FHPV, Prešovská univerzita v Prešove
Ul. 17 novembra č. 1, 081 16 Prešov, Slovakia
T: +4217570226
juliana.litecka@unipo.sk
www.unipo.sk
Mohlo by se Vám líbit

Do digitalizace musíte jít s jasnou vizí
- Automatizace + Robotizace
-
25. června 2026
To byla jedna z myšlenek, na které se shodli nejen panelisté, ale i mnozí účastníci jubilejní desáté konference BRNO INDUSTRY 4.0, která se konala 21. […]

Automatické odjehlení vstřikovaných dílů ve výrobním taktu
- Plasty
-
23. června 2026
Efektivní tryskání složitých plastových dílů Kvalitativní aspekty přiměly předního světového výrobce zahradního a elektrického nářadí, aby ve svém výrobní závodě v USA zavedl výrobu vstřikovaných plastových […]

BCW 2026: Bosch urychluje rozvoj technologií pro automatizaci a robotiku
- Automatizace + Robotizace
-
22. června 2026
Od senzorů po systémy: komplexní expertiza a přidaná hodnota z jednoho zdroje Stefan Hartung: „S nástupem humanoidní robotiky roste poptávka po komponentech a řešeních společnosti […]