
31. května 2019 16:36
TONER: příbory, které používá Madeleine Albrightová, Miloš Zeman i Václav Klaus
Produkci tradičního českého výrobce není třeba nikomu zdlouhavě představovat. Pokud nejsou náhodou příbory značek TONER, Bibus, Sandrik a Rostex součástí vaší domácnosti, jistě je najdete v kuchyních vašich maminek nebo babiček. Záběr TONERU ale nekončí hranicemi naší republiky, příbory jsou exportovány z více než 20 % převážně do evropských zemí. Jejich asi nejznámější uživatelkou je bývalá ministryně zahraničních věcí Spojených států amerických, Madeleine Albrightová, která při své návštěvě Pardubického kraje dostala darem od hejtmana Martina Netolického tradiční porcelánový, tzv. cibulákový příbor. Stejný příbor obdrželi při návštěvě v Moravské Třebové od starostů města také prezidenti České republiky Václav Klaus a Miloš Zeman.

Společnost TONER s. r. o. svůj výrobní program zaměřuje především na komplexní zpracování nerezavějících ocelí, počínaje tvářením materiálu a konče finálními operacemi dodávajícími produkci vysoký lesk. V současnosti dosahuje společnost ročních tržeb cca 40 mil. Kč a 80 % její produkce směřuje k tuzemským zákazníkům.
Zajímalo nás, jak vlastně tyto předměty, které bereme jako samozřejmou součást našeho každodenního života, vznikají. Průvodcem po výrobě nám byl Ing. Karel Kubíček, jednatel společnosti.
Fakta o společnosti TONER
- Společnost TONER za rok průměrně zpracuje 70 tun materiálu a vyexpeduje okolo 1 milionu kusů příborů.
- Ve společnosti pracuje 70 zaměstnanců, 10 z nich v nástrojárně.
- Výrobky společnosti můžete najít pod značkami TONER, Bibus, Sandrik a Rostex.
- Jeden model příboru prochází výrobním procesem 4 dny. Výrobní proces obsahuje okolo 15 výrobních operací. Záleží ovšem na typu výrobku. Například jednoduchá kávová lžička prochází pouze čtyřmi operacemi.
- Investice do vývoje nového modelu příboru stojí okolo 1 milionu korun.
- Toner pokrývá svými příbory a doplňky pro stolování cca 20 % trhu v rámci ČR a SR. V segmentu „domácnosti“ je to cca 7 %, v gastronomii cca 13 %. E-shop nabývá postupně na důležitosti, v současné době činí 7 % tržeb.

Ing. Karel Kubíček
Nástrojárna
Ještě než se vydáme do výroby, kde probereme jednotlivé postupné fáze výroby příborů, musíme navštívit nástrojárnu. Nástrojárna společnosti TONER je umístěna v samostatné budově a zaměstnává deset pracovníků. Jádro činnosti nástrojárny souvisí s výrobou příborů, jde tedy o výrobu střižných nástrojů na výchozí materiál – nerezový plech či svitek, výrobu lisovacích nástrojů (razníků a raznic na příbory). Dále o jejich renovaci, neboť produkce příborů představuje zhruba 1 milion kusů ročně, takže je potřeba mít razníky a raznice v dobré kondici. Současný sortiment představuje čtyřicet čtyři modelů základních jídelních sad příborů, z nichž některé obsahují i desítky různých doplňků k základní sadě. Pokud vše vynásobíme dvěma (razník + raznice), tak se dostaneme na zhruba tisíc kusů nástrojů, které musí být připraveny k nasazení do výroby. V nástrojárně se dále vyrábí i všechny ostatní výrobní přípravky. V případě volných kapacit je nástrojárna k dispozici i pro práci na zakázku pro jiné firmy.
Samotná nástrojárna je vybavena obráběcím CNC centrem MAS MCV 750 QUICK od společnosti KOVOSVIT MAS, CNC elektrojiskrovou drátovou řezačkou a dále pak řadou konvenčních nástrojařských strojů, zejména frézek a brusek, které jsou osazené přesným digitálním odměřováním polohy s přesností tisíciny milimetru.
Výroba raznic je krásná nástrojařina. V případě příborů, které mají na rukojeti vzor, zejména pokud se jedná o jemnější dekory, je vedle obrábění potřeba i práce kovorytce. Frézka totiž formy jen nahrubuje, ale domodelování vzorů je už ruční práce, zejména pokud se jedná o jemné detaily. A detail je důležitý, neboť o koupi příboru rozhoduje často design a vzor. V nabídce firmy jsou například příbory s různými květinovými vzory, ale i obrázky zvířat, či dětských postaviček. Výroba složitějších vzorů zabere kovorytci i několik dnů. Výroba lisovacích nástrojů je práce „za měkka“, protože nástroje pak musí do kalírny. Ta je součástí nástrojárny, hned ve vedlejší místnosti. Zde se nástroje zakalí a následně ještě přeleští.
Jiné kalicí pece jsou v hlavní budově, kde se příbory (zejména čepele nožů) kalí v ochranné atmosféře. Některé nože, ty, které se vyrábí z kulatiny, je potřeba i následně vyžíhat, neboť při výrobě dochází k velkému přetvoření materiálu, který ztvrdne a je potřeba ho žíháním opět změkčit, aby se s ním mohlo dále pracovat. Ale to předbíháme…
„Po zakalení se nástroje mohou přesunout do výroby,“ říká pan Kubíček a pokračuje: „Životnost jedné sady raznic je 10 000–15 000 vylisovaných příborů, pak už dekor pomalu slábne, otisk není výrazný a sadu je potřeba obnovit. Nástroj se vyžíhá, změkne, znovu se odebere požadovaný tvar a opět se zakalí. Samozřejmě to nejde opakovat donekonečna, při lisování je nástroj v tlaku a tomu musí odpovídat síla a hmota materiálu, ze kterého je nástroj vyroben. Problémem jsou také trhliny a praskliny v raznici, to je pak potřeba nástroj nahradit novým, běžně se automaticky nahrazuje celá sada. Aby nedošlo k výpadku výroby, mají nejčastěji vyráběné modely příborů dvě sady nástrojů. V nástrojárně se také opravují střižné nástroje, které někdy prasknou nebo se otupí. Takže razníky, raznice a střižné nástroje neustále pendlují z výroby do nástrojárny a zpět.“

Obráběcí centrum MAS MCV 750 QUICK od společnosti KOVOSVIT MAS
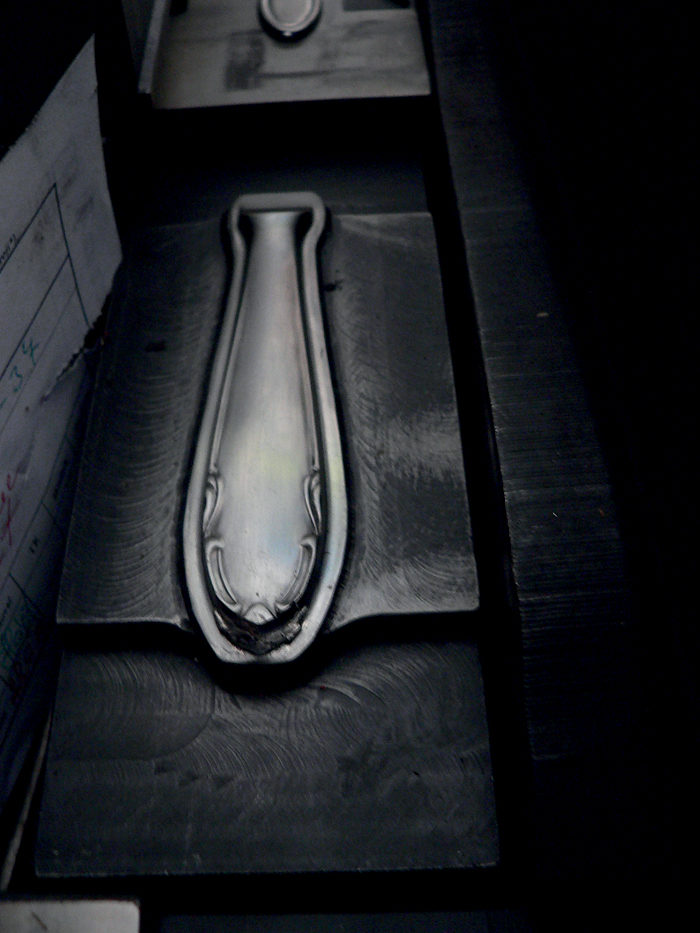
Raznice pro modelaci držadla kovových nožů s tradičním dekorem značky TONER

Archiv střižných nástrojů
Technologie výroby
Ve výrobní hale nás pan Kubíček postupně seznamuje s jednotlivými fázemi a technologií výroby příborů.
Materiál
Materiál, ze kterého se příbory vyrábí, je nerezová ocel třídy 17 241, tedy chromniklová ocel, která se na příborech označuje 18/10 (ocel s 18 % chromu a 10 % niklu) a nerezová chromová ocel 17 041 označovaná jako 18/0 (ocel s 18 % chromu). Společnost nakupuje vstupní materiál s velmi kvalitním povrchem pouze od renomovaných výrobců v zahraničí, jako jsou například firmy Outokumpu nebo Thyssenkrupp.
Stříhání
Vše začíná zpracováním kovových svitků nebo tabulí plechu, které se nastříhají na pásy potřebné šířky. Z těchto plátů se poté vystřihují základní hrubé tvary příborů. „Každá část příboru, ať je to lžíce, vidlička nebo nůž, se tvoří jiným způsobem,“ říká pan Kubíček.
Kovový plát, ze kterého se vystřihuje hrubý tvar příborů

Práce na střihacím lisu
Válcování
Lžíce musí být v přední části (v naběrce) vždy tenčí. Proto po vystřižení putuje do válcovacího stroje, který ji v horní části rozválcuje, a tím ji roztáhne do šířky a ztenčí. Z rozváleného polotovaru se pak ve speciálním nástroji vystřihne konečný tvar lžíce.
Vidličky mají podobný postup výroby, ovšem místo válcovacího stroje se k jejich výrobě používá lis, který v naběrce vidličky vystřihne tři nebo čtyři zuby.

Polotovar lžíce po procesu ztenčení ve válcovacím stroji

Lžíce v jednotlivých fázích výroby

Vidlička v jednotlivých fázích výroby
Tváření
Takto upravené polotovary pokračují do další fáze výroby – na kolenopákový lis. Ten je osazen lisovacími raznicemi, ve kterých tlakem 600 tun vytvaruje rukojeť příboru do požadovaného tvaru, vylisuje naběrku lžíce, na přední stranu rukojeti vyrazí dekor a na zadní název firmy a druh materiálu, ze kterého je příbor vyroben. Zde se také formují kovová držadla nožů, naběraček apod.
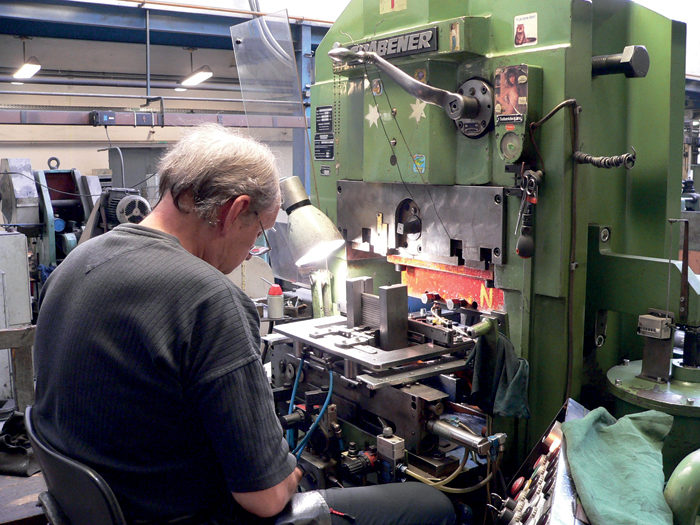
Práce na kolenopákovém lisu

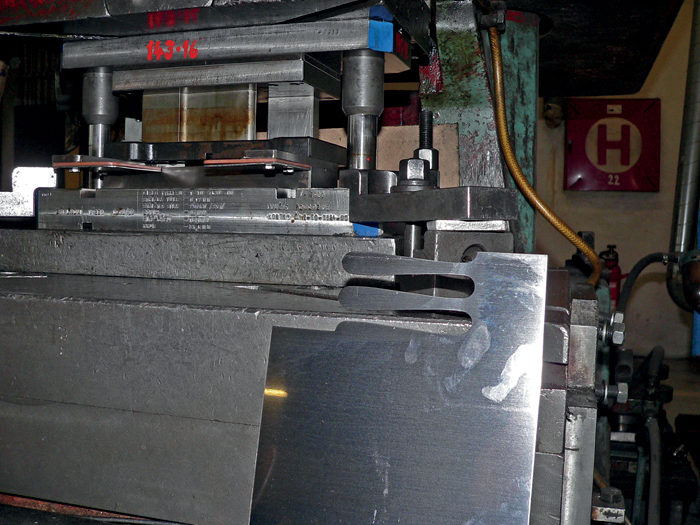
Lis pro tváření výrobku v raznici

Polotovary nožů připravené na broušení
Díky razidlu dostane příbor svůj konečný tvar. Příbor má však stále ostré okraje.
Broušení
Ke zbroušení hran dochází na pásových bruskách. Firma používá brusné kotouče z různých materiálů, jako je například sisal nebo molino s nalepeným brousicím materiálem. Kotouče mají různé tvary, mohou být například rovné nebo bombírované, s průměry dle typu vyráběného příboru.
Specifika výroby nožů
„Jsme jedni z mála výrobců příborů v Evropě a jedni z mála, kteří vyrábějí nože. Výroba nožů je na rozdíl od lžic a vidliček tak složitá, že si většina výrobců příborů nechává nože dodávat od specializovaných firem,“ říká Karel Kubíček.
„Výroba nožů je podstatně složitější. My vyrábíme čtyři druhy. Prvním typem je výroba celého nože z kulatiny, druhým je přivaření čepele k držadlu, dále máme typ, kdy se držadlo skládá ze dvou polovin kovu a uvnitř je duté, a posledním typem je nůž s držadly z porcelánu, paroží nebo dřeva.“
Lepení
Dostáváme se do místnosti s krabicemi plnými tradičních porcelánových držadel, tzv. cibuláků, která zde čekají na přilepení ke kovové části příborů. Kvalitní porcelánová držadla TONERU na zakázku vyrábí renomované tradiční české porcelánky. „Vzor se tiskne pod glazuru, v důsledku toho se obrazce rozpíjí a tím pádem je každý kus jiný,“ vysvětluje Karel Kubíček při ukázce jednoho z hotových nožů. „To je rozdíl mezi levnými cibulákovými příbory z Číny, kde se vzor tiskne razítkem na glazuru a každý kus příboru je stejný,“ dodává, a pak pokračuje v popisu procesu lepení porcelánových držadel.

Porcelánová cibuláková držadla čekající na přilepení k čepeli nože
„Jelikož mají kov, porcelán i epoxidová pryskyřice, která se při lepení používá, jinou roztažnost, nadávkují se do otvoru nejprve ocelové kuličky, které fungují jako dilatační prvek. Až poté se nadávkuje příslušné množství epoxidové pryskyřice. Takto nachystaný příbor se vloží do přípravků, které jej zafixují v požadovaném tvaru a příbor slepí. Místo epoxidové pryskyřice se někdy používá potravinářský cement, který dovážíme ze zahraničí. U dřevěných držadel probíhá lepení podobně. Dřevo, které firma při výrobě příborů využívá, je zhuštěné v autoklávu. Díky tomu se dřevo zhutní a vytvoří si odolnost proti vodě. Jedná se v podstatě o náhradu ebenového dřeva.“
Zlacení
Prohlížíme si také pozlacené příbory vyráběné na zakázku. „K pozlacení příboru využíváme roztok z dvaceti čtyř karátového zlata. Vložíme příbor do speciálního přípravku, ve kterém se zlato vyluhuje ze zlaticího roztoku na příbor. Tyto příbory děláme pouze na zakázku, především do Ruska.“
Leštění
Od lepení speciálních příborů s ručkami z porcelánu a dřeva se přesunujeme k lešticí lince. Sem příbory putují po zbroušení, kde se pomocí lešticích kotoučů a tekutých past vyleští z vnější i vnitřní strany do vysokého lesku. Lešticí linka, která kromě lesku dodá příborům i speciální ochranný povlak, je schopna vyleštit až 1 000 kusů příborů za hodinu.

Lešticí linka

Finální leštění
Čištění
„Posledním krokem výroby příborů je čištění. To probíhá ve speciální myčce, která zbaví příbory nánosů vzniklých při výrobě, například past, kterými se příbory leští,“ vysvětluje pan Kubíček a ukazuje nám stroj na čistění příborů.

Myčka příborů byla na klíč vyrobena ve Švýcarsku
„Příbory nejprve projdou lázněmi, které jsou vyhřívané a rozechvívané ultrazvukem. Jedná se o běžné ekologické čištění. Dále se oplachují v destilované vodě a nakonec prochází sušicím tunelem,“ popisuje postup čištění uvnitř stroje pan Kubíček.

Vyčištěné příbory připravené ke kontrole
Kontrola
Vedle místnosti s čisticí linkou se nachází pracoviště kontroly. Kromě kontroly příborů se v těchto prostorách také elektrochemicky vyleptává logo na čepele nožů (ostatní příbory mají logo vyražené razidlem na spodní části držadla).
Kontrola je komplexní, sebemenší závada neprojde, na trh se dostane jen produkce ve stoprocentní kvalitě.
Balení a expedice
Balení souvisí se způsobem prodeje příborů. Existují různé varianty, od balení do luxusních dárkových kazet, tzv. Present Line, přes ekonomická balení v jednodušších krabičkách určených do supermarketů, až po prostá balení volně do papíru pro prodej například do restaurací. Nechybí ani balení do závěsných blistrů, které využívají některé obchodní řetězce. TONER dodává své výrobky například do Makra, Kauflandu, Globusu, nebo na Slovensko do řetězce Metro.
Sortiment
Nezanedbatelnou součástí prodeje je přehledně zpracovaný e‑shop (www.toner.cz), kde si zákazník může nakoupit nejen celé soupravy, ale také jednotlivé kusy příborů. V TONERU se vyrábí i další nerezové stolní náčiní, jako jsou kuchyňské naběračky (můžete si vybrat z deseti velikostí – od objemu 0,04 litru až po dvoulitrové), mísy, misky, šálky, podnosy, nože, kleště a odměrky. Zákazníky TONERU jsou domácnosti, restaurace, ale třeba také nemocnice (kam se dodávají mimo jiné izolované mísy s krytem pro zachování teploty jídla). Zajímavá byla zakázka na skládací příborovou sadu s otvírákem pro německý Bundeswehr. Podobnou soupravu TURIST s násuvným pouzdrem na lžíci, vidličku a nůž, kde pouzdro slouží zároveň jako univerzální otvírák lahví a konzerv, si můžete v TONERU pořídit také.

Dárkové balení, tzv. Present Line

Pan Kubíček nám ukazuje největší naběračku značky TONER o objemu dvou litrů
Produkt a konkurenceschopnost
Stejně jako mnoho českých firem se i TONER potýká s konkurencí levných výrobků ze zahraničí, především z Číny. Díky dobré kvalitě a především tradici se však podařilo značku zachovat a zároveň i ustát ztrátu dominantního postavení na českém trhu, kde do roku 1989 měl TONER 70% podíl. Příbory s nadčasovým dekorem, které společnost razí na své výrobky už mnoho desítek let, vyvolávají v mnoha lidech vzpomínky na časy, kdy jimi společně jedli u jednoho stolu s rodiči a prarodiči. Nostalgicky a zároveň luxusně působí příbory s porcelánovými ručkami, děti zase potěší příbory s motivy pohádek a nově i sada s postavičkami z dnes již kultovního komiksu „Čtyřlístek“.

Dětský příbor s motivy Čtyřlístku
Důvodem dobré konkurenceschopnosti firmy je podle pana Kubíčka i přesun zákaznického zájmu: „Bylo období, kdy lidé kupovali hlavně levné věci a nehleděli příliš na kvalitu ani na výrobce. Dnes se zájem střední třídy vrací a lidé začínají více hledět na kvalitu.“ TONER je konkurenceschopný i díky široké škále doplňků k příborům, jako jsou například naběračky, rybí příbory, tácy, párty lžíce, spony na ubrousky, dezertní lžičky a vidličky, kleště na cukr, lopatky na dezert atd. „Pokud chcete dodávat do lepších restaurací, s příbory bez doplňků neuspějete. Restaurace na doplňcích trvají. Z Číny se dováží kontejnery plné příborů, ale obvykle bez doplňků, protože po nich není příliš vysoká poptávka. Například na padesát příborů připadne jeden malý dezertní příbor,“ vysvětluje pan Kubíček.

P. S. Plni dojmů jsme se po reportáži vydali do místní restaurace na oběd. Samozřejmě jsme hned kontrolovali tamní příbory, a potěšilo nás, že jsme i na nich našli emblém trojlístku – logo značky TONER. Přejeme firmě mnoho dalších spokojených zákazníků po celém světě.
Nikol Laifrová, Daniela Klusáčková, Jiří Klusáček
redakce
Značka TONER a její historie
Tradice společnosti TONER sahá až do roku 1883, kdy firmu založil Rakušan pan Bibus jako stříbrnickou dílnu, která se zaměřovala na výrobu produktů ze stříbra a postříbřené alpaky. Produkce zahrnovala zejména příbory, podnosy, čajové konvice, monstrance a další. Za války spadla pod německou správu a její zaměření se přesunulo do oblasti leteckého průmyslu. Po válce byla společnost připojena k firmě Sandrik Dolné Hámre na Slovensku, kde se na výrobu příborů, tentokrát již z nerezi, navázalo. Kolem roku 1970 se firma osamostatnila, a zároveň s tím byla vypsána soutěž na nový název společnosti. Zvítězil název továrna nerezu, zkráceně TONER. Firma však samostatně fungovala jen do roku 1972, kdy se opět připojila pod Rostex Vyškov. Dostala název ROSTEX, odštěpný závod Moravská Třebová, a to až do roku 1990, kdy došlo k rozdělení obou podniků a opět se začal používat název TONER. V roce 1993 došlo k privatizaci společnosti a ze státního podniku TONER se stal TONER s. r. o. Z těchto důvodů naleznete příbory z Moravské Třebové nejen pod značkou TONER, ale i pod značkami Bibus, Sandrik a Rostex.
Budoucnost společnosti
TONER plánuje zvyšovat efektivitu výrobního procesu prostřednictvím stabilizace výrobních procesů, investic do modernizace technologií. Dlouhodobým cílem je mohutnější expanze výrobků do celého světa.
Mohlo by se Vám líbit

Do digitalizace musíte jít s jasnou vizí
- Automatizace + Robotizace
-
25. června 2026
To byla jedna z myšlenek, na které se shodli nejen panelisté, ale i mnozí účastníci jubilejní desáté konference BRNO INDUSTRY 4.0, která se konala 21. […]

Automatické odjehlení vstřikovaných dílů ve výrobním taktu
- Plasty
-
23. června 2026
Efektivní tryskání složitých plastových dílů Kvalitativní aspekty přiměly předního světového výrobce zahradního a elektrického nářadí, aby ve svém výrobní závodě v USA zavedl výrobu vstřikovaných plastových […]

BCW 2026: Bosch urychluje rozvoj technologií pro automatizaci a robotiku
- Automatizace + Robotizace
-
22. června 2026
Od senzorů po systémy: komplexní expertiza a přidaná hodnota z jednoho zdroje Stefan Hartung: „S nástupem humanoidní robotiky roste poptávka po komponentech a řešeních společnosti […]