
06. června 2018 00:44
Proč používat strategii trochoidního frézování?
Moderní nástroje a progresivní metody obrábění – cesta k prosperitě
Strategie trochoidního frézování byla na trh díky svým výhodám uvedena už před několika lety, ale přesto se často setkáváme se zákazníky, kteří používají výhradně tradiční metody obrábění. Důvodem nejsou nedostatečné možnosti strojového parku nebo absence kvalitního CAM systému pro programování. Důvodem je nejčastěji obecná neznalost této strategie frézování a konzervativní myšlení.
Co je to vlastně trochoidní frézování?
Tato metoda spočívá ve frézování po kruhové interpolaci se současným posuvem vpřed v radiálním směru (spirálovitá dráha) při velkých hodnotách axiální hloubky řezu (ap až 2,5xD) a nízkých hodnotách radiální hloubky řezu (ae) nepřesahující hodnotu 10 % průměru nástroje. Pro programování je potřeba použít CAM systém, který tuto strategii podporuje. Tato univerzální strategie je vhodná na hrubovací a polodokončovací operace obrábění hlubokých drážek, kapes, dofrézování rohu po předchozí operaci a obecných ploch. Při frézování drážek je potřeba zachovat poměr šířky drážky k průměru nástroje menší než 70 % a radiální hloubku řezu do 5 % průměru nástroje. Znamená to tedy, že v případě obrábění drážky široké 20 mm lze použít frézu maximálního průměru 14 mm a maximální radiální hloubku řezu 0,7 mm.
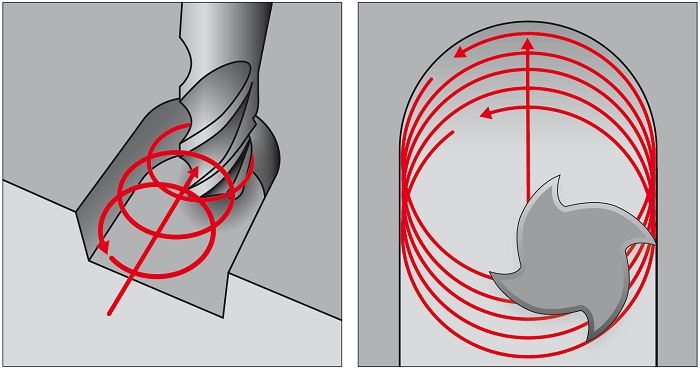
Schéma trochoidního frézování po kruhové interpolaci se současným posuvem vpřed v radiálním směru (spirálová dráha)
Strategie trochoidního frézování je rovněž, v porovnání s tradičními metodami frézování drážek a dalších ploch, bezpečnější a dovoluje dosažení vyšší životnosti nástroje i produktivity a nižších nákladů na nástroje, protože nám tato strategie dovoluje použití nástrojů menšího průměru. Například na místo průměru nástroje 16 mm můžeme použít cenově výrazně výhodnější nástroj průměru 10 mm. Strategie je vhodná pro všechny CNC frézovací centra, ale hlavně to ocení majitelé strojů, které mají nižší výkon vysoké otáčky vřetene a vysoké hodnoty posuvů. Tyto stroje mívají problém s frézováním drážek do plna (1xD) a často u nich dochází při této operaci k přetěžování vřetena. Proto je pro ně tato technika správná volba. Mezi největší výhody trochoidního frézování oproti tradičním technikám patří:

Tvrdokovová monolitní, šestibřitá fréza na trochoidní frézování v krátkém provedení řezné hrany s délkou 2xD
Nízký řezný odpor
Při velkých hodnotách axiální hloubky řezu a nízkých hodnotách radiální hloubky řezu je při frézování v záběru jen jeden nebo maximálně dva břity, což nám zaručuje velmi nízký řezný odpor.
Lepší kvalita opracovaných ploch a snížené riziko vzniku vibrací
Konstrukce frézy ze slinutých karbidů se šesti břity má silnější jádro než méněbřité monolitní frézy, ale také menší prostor pro odvod třísek. Při použití strategie trochoidního frézování používáme velmi nízké hodnoty radiální hloubky třísky (ae) a k problému s odvodem třísek tedy nedochází. Výsledkem takové konstrukce frézy získáme vysokou tuhost nástroje, která nám zajistí bezpečný proces obrábění a lepší kvalitu opracovaných ploch.
Vysoká produktivita práce
Co je klíčové pro konkurenceschopnost? Je to vysoká produktivita. Jen tak lze zvítězit nad konkurenty. Velký objem odebraného materiálu získáváme díky vysokým hodnotám:
- Posuv F – konstrukce nástroje s šesti břity nám dovoluje použít vysoké hodnoty posuvu až 12 000 mm/min. Důvody jsou malá tloušťka třísky (hex) a vysoké hodnoty posuvu na zub (Fz)
- Axiální hloubka řezu – až 2,5*D
- Řezná rychlost – Můžeme použít až 5× vyšší řeznou rychlost než při tradičních způsobech frézování. Při záběru pouze jednoho zubu je doba kontaktu v místě řezu velmi krátká a přibližně 50 % času se břit nachází mimo řez. Z toho důvodu vzniká při frézování nižší teplo a můžeme řeznou rychlost výrazně navýšit.
Vysoká životnost nástroje
Při frézování je využívána celá délka ostří, což zajistí, že vznikající teplo a opotřebení je rovnoměrně rozděleno na celou délku břitů, což prodlouží životnost nástroje lépe než v případě tradičních metod frézování. Monolitní frézy na trochoidní frézování se dodávají od průměru 6 mm až do průměru 25 mm s hladkou upínací stopkou, nebo stopkou weldon. Všechny frézy mají 6 břitů a úhel stoupání šroubovice 45°, který dovoluje dosažení větší plynulosti celé operace. Dále máte na výběr z dvou variant rohové úpravy nástroje, takzvaný ostrý roh anebo rohový rádius v rozsahu 0,5–5 mm. Dále je každý průměr nástroje dodáván v krátkém provedení řezné hrany s délkou 2xD a prodlouženém provedení s délkou řezné hrany 4xD. Tyto nástroje jsou vhodné na obrábění všech ocelí z materiálové skupiny ISO P až do tvrdosti 45HRC, korozivzdorných ocelí skupiny ISO M a litin skupiny ISO K.
Příklad obrábění s použitím trochoidního frézování
Tabulka použitých řezných podmínek pro nástroj průměru 12 mm
| Konkurence | Grumant | |
| Průměr nástroje | 12 | 12 |
| Počet zubů | 4 | 6 |
| Vc (m/min) | 355 | 362 |
| S (ot/min) | 9 430 | 9 600 |
| Fz (mm/zub) | 0,19 | 0,198 |
| F (mm/min) | 7 160 | 11 400 |
| ap (mm) | 30 | 30 |
| ae (mm) | 0,4 | 0,4 |
| Q (cm3/min) | 86 | 137 |
| Chlazení | Vzduchem | Vzduchem |
Při obrábění byl použit nástroj průměru 12 mm v prodlouženém provedení řezné hrany s délkou 48 mm, kterým bylo potřeba vyhrubovat vnější tvar dílu z nízkouhlíkové konstrukční oceli třídy 11. Frézování probíhalo na pětiosém frézovacím centru a nástroj byl upnut v hydraulickém upínači. Jedná se o opakovanou práci, účelem které bylo zvýšení produktivity obrábění a snížení celkových nákladů. Produktivitu se nám povedlo zvýšit o 60 % a životnost nástroje jsme zvýšili z 12 ks obrobených jedním nástrojem na 18 ks.
Strategie trochoidního frézování přináší mnoho výhod za cenu jen minimální investice do nových nástrojů s okamžitou návratností.
Tým kvalifikovaných pracovníků firmy Grumant je připraven Vám poradit nejen s výběrem správných nástrojů na trochoidní frézování, ale poskytnout plnou technickou podporu ke všem nabízeným produktům a společně optimalizovat celý výrobní proces. Jen nás na to pozvete a my spolu s Vámi předběhneme Vaši konkurenci. Telefon je vedle Vás a není třeba na nic čekat!


Typický díl, na kterém jsme snížili výrobní čas o 60% s využitím trochoidního frézování
Firma Grumant představuje ve svém portfoliu nástrojů nový typ monolitních tvrdokovových fréz vyvinutých speciálně pro strategii trochoidního frézování. Jedná se o produkt jihokorejského dodavatele YG-1, kterého firma Grumant zastupuje na českém i slovenském trhu. YG-1 je ve světě velmi známou firmou zabývající se výrobou monolitních nástrojů a vyměnitelných břitových destiček pro třískové obrábění materiálů, v té nejvyšší kvalitě. S ročním obratem 550 milionů USD a více než pěti tisíci zaměstnanci se YG-1 řadí k světové špičce na trhu.
![]() GRUMANT s. r. o.
GRUMANT s. r. o.
Bečovská 1435, Praha 22 – Uhříněves,
104 00 Praha 114
tel.: +420 283 870 731
fax: +420 283 870 733
obchod@grumant.cz
www.grumant.cz
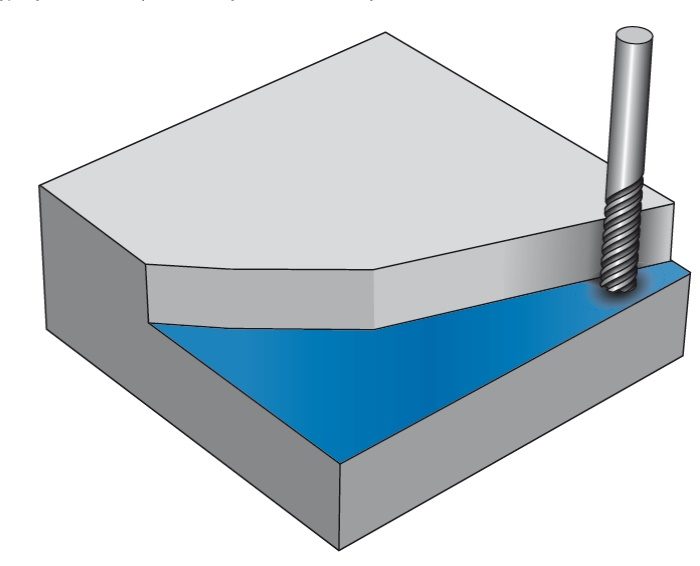
Ilustrační schéma trochoidního frézování, při kterém byl použit nástroj o průměru 12 mm v prodlouženém provedení hrany 0s délkou 48 mm
Mohlo by se Vám líbit

Rok 2025: Druhý nejsilnější rok ve výrobě osobních automobilů, rekordní produkce autobusů a tržby na historickém maximu
- Automotive
-
31. července 2026
Historicky druhý nejsilnější rok ve výrobě osobních automobilů, mimořádný rok produkce autobusů a tržby na rekordní úrovni – to jsou klíčové ukazatele, charakterizující vývoj roku […]

Blackout může trvat jen několik sekund, ale odstávka výroby celé hodiny. A stát miliony
- Elektro
-
26. července 2026
Výpadek elektřiny ve výrobním podniku není pouhá technická nepříjemnost. I několikasekundové přerušení dodávky může zastavit celou výrobní linku, vyřadit řídicí systémy, znehodnotit rozpracovanou výrobu a způsobit […]

Profika: bezpečnostní požadavky ve výrobě se zpřísňují, pracovních úrazů v oboru ubývá
- Práce
-
24. července 2026
Zpracovatelský průmysl, do kterého spadá i strojírenství, patří z hlediska počtu pracovních úrazů mezi nejrizikovější obory. V roce 2025 zde bylo zaznamenáno 14 558 úrazů […]