
16. listopadu 2017 00:25
HABILIS STEEL / Spolehlivý partner pro kovozpracující podniky
Spolehlivý partner pro kovozpracující podniky
Společnost Habilis Steel spol. s r. o. poskytuje svým zákazníkům kompletní servis v podobě prodeje a poradenství při vybavení dílen malých středních i velkých podniků. V politice podniku se odráží snaha o distribuci kvalitních nástrojů za přijatelné ceny a jediným cílem společné snahy je spokojený zákazník ať už je to na konci standardního obchodu při denním nebo internetovém prodeji, tak u dlouhodobých projektů pro větší kusové nebo sériové výroby.
S ohledem na rostoucí požadavky strojírenského průmyslu pro Vás neustále hledáme nové možnosti a rozšiřujeme produktové porfolio a to zejména v oblastech frézování, soustružení, měření a upínání nástrojů. Vždy jsme v těsném spojení s výrobcem, což nám umožňuje velmi rychle reagovat na požadavky našich zákazníků. K našim již dlouholetým partnerům, jakými jsou např. AKKO (frézovací, vrtací a soustružnické držáky VBD) nebo LAMINA (výměnné břitové destičky), od konce minulého roku patří také značka INSIZE, která zákazníky přesvědčí nejenom nadčasovým designem, ale také kvalitou a širokým sortimentem měřidel.

Habilis Steel je nově výhradním dovozcem měřidel INSIZE pro ČR
Technický blok – tepelné upínače
V poslední době zažívá tepelné upínání nástrojů ve strojírenství velký rozmach. Ve firmách nachází stále větší oblibu a uplatnění díky svým výhodám, mezi které patří rychlost, přesnost a v celkovém výsledku i výrazné snížení nákladů. Nesporné výhody se pak projevují především u náročnějších aplikací jako je obrábění hůře a těžko obrobitelných materiálů a v neposlední řadě u vysokorychlostního obrábění.
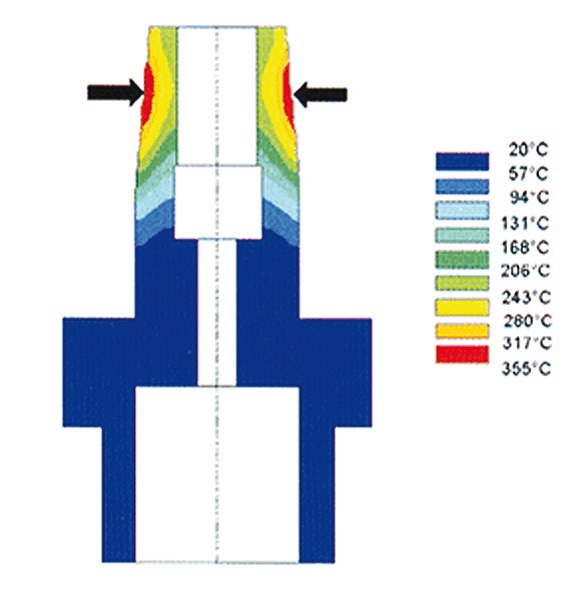 Princip upnutí spočívá ve využití tepelné roztažnosti materiálu, v tomto případě materiálu upínače jako takového. Ohřev a následné ochlazení upínače je základním parametrem zabezpečujícím upnutí. Zahřátím upínací části se pouzdro rozevře tak, že je možné nástroj volně nasunout (případně vysunout). Při následném ochlazení se pouzdro bez problémů smrští, a tím zachytí nástroj maximální přídržnou silou. Nutnou podmínkou bezproblémového upnutí je upínací stopka nástroje v tolerančním poli h6. Obrázek ukazuje rozložení teploty na konci průběhu ohřevu při montáži nástroje do upínače. Rozmezí zobrazeného barevného spektra zobrazuje teploty od 20 °C do cca 350 °C.
Princip upnutí spočívá ve využití tepelné roztažnosti materiálu, v tomto případě materiálu upínače jako takového. Ohřev a následné ochlazení upínače je základním parametrem zabezpečujícím upnutí. Zahřátím upínací části se pouzdro rozevře tak, že je možné nástroj volně nasunout (případně vysunout). Při následném ochlazení se pouzdro bez problémů smrští, a tím zachytí nástroj maximální přídržnou silou. Nutnou podmínkou bezproblémového upnutí je upínací stopka nástroje v tolerančním poli h6. Obrázek ukazuje rozložení teploty na konci průběhu ohřevu při montáži nástroje do upínače. Rozmezí zobrazeného barevného spektra zobrazuje teploty od 20 °C do cca 350 °C.
Někteří výrobci používají běžný materiál používaný například pro kleštinové upínače. Pro tuhle aplikaci je však tento materiál méně vhodný až nevhodný. Nedokáže opakovaně odolávat zahřívání na cca 250–350 °C a následnému ochlazování bez narušení struktury materiálu. Dochází rovněž k odchylkám od požadované přesnosti. Naše upínače jsou vyráběny z materiálu, jehož struktura je přizpůsobena opakovanému zahřívání a ochlazování. Struktura v tomto případě odolává teplotám okolo 500 °C. Díky tomu je možno výměnu nástroje dělat libovolně často (minimálně 5000 cyklů) bez vlivu na dlouhodobou kvalitu a přesnost upnutí.
Pro ohřev upínače – přesněji řečeno jeho koncové části (pro uchycení nástroje) se v naprosté většině případů používá ohřev pomocí indukční cívky. Ta dokáže velmi efektivně a do hloubky prohřát potřebnou část upínače. Doba takového ohřevu se pohybuje v řádu 5 sekund. Část upínače, za kterou dochází k úchopu obráběcím strojem, zůstává při takto rychlém ohřevu chladná. Jiné způsoby ohřevu, jako například horkým vzduchem, nejsou pro svoji malou intenzitu a nepřesné zacílení teplotního toku příliš vhodné. Chlazení držáku s nástrojem by poté trvalo 10 až 15 minut. Tento čas se vzhledem k nutnosti operativního použití nástroje zkracuje chlazením. Základní chlazení proudem vzduchu urychlí ochlazení na cca 2–5 minut. V některých systémech s přídavným chladičem je dobba ještě menší, a to cca 1 minuta. Asi nejrozšířenější a rovněž nejrychlejší je metoda chlazení kapalinou, kde se upínač vloží (automaticky či manuálně) do chladicí lázně a tím dojde k jeho ochlazení na teplotu okolního prostření. Tento cyklus chlazení trvá cca do 20 sekund.

Porovnání hodnot upínací síly (pro stopku 6 mm):
Hydraulický upínač – 6 000 N
Upínací pouzdro Tribos – 3 000 N
Kleštinový upínač – 7 000 N
Tepelný upínač – 22 000 N
Na závěr lze bez nadsázky konstatovat, že tepelným upínačům patří nejen součastnost, ale i budoucnost v upínacích systémech obráběcích strojů v průmyslové výrobě. A že lze do budoucna očekávat ještě masivnější nasazení tohoto upínacího systému, k čemuž bezpochyby přispívá nejenom cenová dostupnost těchto upínačů jako takových, ale stále přijatelnější cenová hladina ohřívacích a v druhé fázi chladicích zařízení potřebných na montáž a demontáž nástroje z a do upínače. V neposlední řadě k masivnějšímu rozšíření přispívá i široké spektrum kladných vlastností těchto upínačů oproti jiným způsobům upnutí nástroje.
Technický blok a nově zpracovaná témata v něm můžete pravidelně sledovat na www.habilis-steel.cz.
Pro kompletní článek o tepelném upínání navštivte link:
https://www.kovoobrabeci-nastroje.cz/sekce/tech-news/
Habilis Steel spol. s r. o.
Žižkovo nám. 256, 258 01 Vlašim
Tel.: 774 880 705
info@habilis-steel.cz
www.kovoobrabeci-nastroje.cz, www.habilis-steel.cz
Mohlo by se Vám líbit

Podíl recyklovaného plastu ve výrobcích postupně roste
- Plasty
-
07. června 2026
Podíl recyklovaného plastu ve výrobcích ukazuje jasný posun. Zatímco ještě nedávno byl recyklovaný materiál spíše výjimkou, dnes se v Evropě běžně dostává na dvouciferné hodnoty. […]

Profika předvedla nové stroje i adaptovanou robotickou buňku, zájem byl o automatizaci
- Obrábění
-
05. června 2026
Společnost Profika na svém květnovém Open House otevřela showroom zájemcům o obrábění a automatizaci provozu. Představila mimo jiné 6osý CNC automatický soustruh XD26III, CNC vertikální […]

Průmyslový tisk etiket bez napájení a omezení
- Strojírenství
-
02. června 2026
V dynamickém prostředí moderní výroby, logistiky a energetiky je flexibilita klíčem k efektivitě. Společnost Brady Corporation, specialista na automatickou identifikaci, nyní posouvá hranice mobility uvedením […]