
26. září 2016 11:55
Vyznáte se v laserové terminologii a jejích úskalích?
Lintech – Váš kompetentní partner v oblasti laserových technologií
Díky masivnímu nasazení laserů do průmyslu je tato technologie stále více využívaná a dostupnější z mnoha různých zdrojů různé kvality. S laserovou technologií přichází i spousta nových termínů, norem a bohužel i nemalý počet „odborníků“. Aby se zákazník mohl lépe orientovat v oblasti laserové technologie, předkládáme laickou formou zasvěcení do této oblasti. Rádi bychom Vás tak chtěli informovat o tomto oboru více a především předejít nedorozuměním, úrazům, ztrátám a možným komplikacím s laserem spojených. Článek se především týká nejběžnějších pulsních laserů o výkonu do 100 W 1 064 nm.

Gravírování mědi
Dostupnost laserových systémů se dále neustále rozšiřuje a spolu s tím dochází i k dalšímu zlepšování jejich vlastností – jsou tak dostupné lasery se stále vyšším průměrným výkonem, s rozdílnou vlnovou délkou, kvalitou laserového svazku či stále širším rozsahem frekvence a délkou pulzu v případě pulzních laserů. Dnes je proto možné nasadit na většinu aplikací systém s takřka ideálními vlastnostmi, přičemž stále častěji se využívá vláknových laserů vzhledem k jejich jednoduchosti a efektivitě. Samozřejmě mají svá opodstatnění i vanadátové, yagové a nebo CO2 lasery.

Černění eloxovaného povrchu bez jeho poškození
Vlastnosti a možnosti laserového systému či komponentu, potažmo jeho kvalita, je pak samozřejmě rovněž závislá na samotném výrobci a jeho zkušenostech s danou technologií. Z tohoto důvodu je vhodné ověřovat vždy po dodání laserového systému výkon laserového zdroje pomocí speciálního měřicího přístroje, a po určité době tuto kontrolu pravidelně opakovat, což lze považovat za jistou ochranu spotřebitele vůči dodavateli technologie. Měření laserového výkonu je jedna ze základních diagnostických pomůcek kontroly laserového systému, schopná odhalit možné problémy systému, které jsou jinak těžko odhalitelné i odborníkem. Mimo možných problémů laserového zdroje je takto možné odhalit i mnohé problémy optických komponent laserového systému, které při svém poškození (většinou napálením zrcátek anebo objektivu laserovým paprskem usazených nečistot na těchto komponentech) mohou postupně snižovat efektivitu procesu až do naprosté likvidace daného komponentu. Pro řadu běžných aplikací mohou dostačovat laserové systémy nižších tříd s výrazně omezenými možnostmi nastavení, nicméně při interakci s komplikovanějšími materiály nebo tam, kde hraje velkou roli kvalita a přesnost (mluvíme -li např. o aplikaci kvalitního laserového značení), již podobné systémy ztrácí dech. V takových případech je vhodné využít kvalitní systémy s širším spektrem nastavitelných parametrů. V případě pulzních laserů jsou to např. systémy schopné ovlivňovat vlastnosti a tvar jednotlivých laserových pulzů při vysokém rozsahu pulzní frekvence. Změnou tvaru a délky pulzu je možné cíleně upravovat distribuci energie v materiálu. U aplikací laserového značení tak lze např. dosáhnout velmi zajímavých kontrastů, které jsou jinak nedosažitelné, při současné ochraně materiálu vůči jeho přílišnému přepálení.
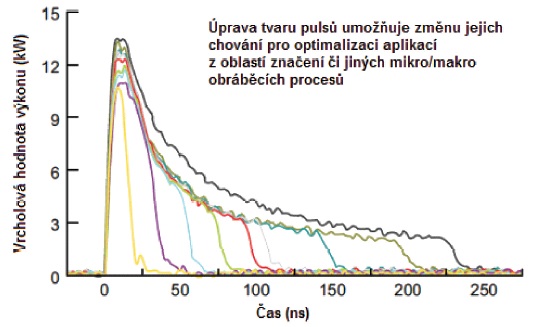
Modulace pulzu laseru
Dalším parametrem výrazně ovlivňujícím kvalitu aplikace je kvalita laserového paprsku. Tato hodnota laserového zdroje uváděná jako bezrozměrná veličina M2 ukazuje rozbíhavost paprsku a často i rozprostření energie v laserové stopě a výrazně tak ovlivňuje možnost zaostření paprsku do stopy určitého průměru při použití dané zaostřovací optiky. Dnes je možné dosahovat u vybraných laserových zdrojů kvality paprsku hodnoty blízké 1 s velmi nízkou rozbíhavostí schopné zaostřovat paprsek do velmi malých oblastí s obrovskou hustotou energie. Pro mnoho aplikací je takový stav mnohdy nejen velice prospěšný, ale někdy dokonce i nutný pro zajištění vysoké efektivity procesu.

Doporučená kvalita svazku pro většinu aplikací laserových procesů je M2 < 1,6. Jedna z možností, jak prověřit všestrannost laserového systému, je schopnost gravírovat měď při použití f = 160 mm. Ta je vysoce reflexní a proto dokáže nekvalitní laserový svazek odrazit. Kvalitní laserová technologie i s 10W výkonem je schopna gravírovat měděný materiál.
Terminologie – v laickém podání:
- Kvalita svazku – ovlivňuje schopnost optiky zaostřit paprsek na co nejmenší bod
- Laserová stopa – nejmenší možná velikost zaostřeného paprsku při použití určité ohniskové vzdálenosti. Ve většině operací platí čím menší stopa, tím lepší. Při použití optiky f = 160 je velikost stopy cca 0,04 mm.
- Energie v pulsu – udává se v mJ. Výsledný součet působení těchto jednotlivých pulsů dokáže odpařovat, popisovat anebo řezat různé materiály i při pouhém výkonu 20 W. S 20W laserem lze ve finále řezat 1mm mosazný nebo hliníkový plech. Například rychlost řezání 1 mm mosazi je až 2,4 mm/s.
- Délka pulzu – každý puls má určitou dobu trvání. U nanosekudových laserů může být rozsah délky pulsu 10–250 ns. Čím vyšší rozsah, tím širší možnosti využití. Každý materiál může reagovat na délku pulzu jinak. Délkou pulzu například ovlivňujeme kontrast výsledného značení anebo jemnost gravírování. Změna délky pulsu je spojená s jeho modulací, viz obrázek výše.
- Vlnová délka – ve viditelném spektru bychom tento termín mohli nahradit barvou, kterou laser svítí. Nejběžnější pevnolátkové lasery mají však vlnovou délku cca 1 064 nm (neviditelné infračervené světlo). Vlnová délka ovlivňuje schopnost laseru reagovat s materiálem, na který laser dopadá. Reagující materiál se dá popisovat, řezat, povrchově upravovat, vrtat atd. Materiál bez reakce po působení laseru je buď odrazivý anebo je laserem do určité míry prosvícen.
- Výkon laseru – průměrná hodnota výstupní energie za jednotku času. Dá se velmi dobře a přesně změřit certifikovanými měřáky.
- Bezpečnost – je jasně popsána v normě ČSN EN 60825-1 ed. 3. Nelze ji v žádném případě podceňovat. „Odborník“, který tvrdí, že laserové záření není vidět, není nebezpečné a nemusíte se před ním chránit, je nezodpovědný a neinformovaný člověk s minimální zkušeností v oboru a maximálním soustředěním na svůj profit na úkor vašeho zdraví. I odražené záření může mít tolik energie, aby Vám nenávratně poškodilo zrak.


Doporučení na závěr?
Ať už zvažujete pořízení nové laserové technologie anebo upgrade stávající technologie, určitě je vhodné prověřit reálné možnosti a všestrannost laserového systému. Kontaktujte dodavatele a nechte si zhotovit vzorky, které budou garancí výkonu a kvality zařízení. V každém případě doporučujeme obracet se na odborníky vzdělané nebo certifikované v laserové oblasti. Předejdete tím možným rizikům, ztrátám nebo nedorozuměním.
Ing. Jiří Krutina, Drahomír Cvachovec, Lintech, spol. s r. o.
Mohlo by se Vám líbit

Průmyslový tisk etiket bez napájení a omezení
- Strojírenství
-
02. června 2026
V dynamickém prostředí moderní výroby, logistiky a energetiky je flexibilita klíčem k efektivitě. Společnost Brady Corporation, specialista na automatickou identifikaci, nyní posouvá hranice mobility uvedením […]

Škoda Epiq: nový základní elektromobil značky spojuje dostupnost, kompaktní rozměry a každodenní praktičnost
- Automotive
-
01. června 2026
Škoda Epiq je nejlevnějším elektromobilem značky a vstupním modelem do portfolia elektromobilů Škoda Epiq navazuje na velmi úspěšné modely Enyaq a Elroq, dále posiluje pozici automobilky Škoda […]

Hospodárná povrchová úprava acetabulárních jamek v kruhovém vibrátoru – s digitálním řízením a vysokou přesností
- Obrábění
-
31. května 2026
Při broušení a leštění vnitřních ploch kyčelních jamek je pro většinu výrobců stále ještě první volbou CNC opracování. Díky vibračnímu broušení v kruhovém vibrátoru a […]