
25. září 2017 11:37
Hluboké gravírování laserem
Pod pojmem velmi hlubokého gravírování rozumíme aplikace, při kterých je dosahována hloubka gravírování vyšší než 0,1 mm. V principu se laserové gravírování podobá aplikaci laserového popisu, ovšem s cílem nevytvářet kontrast na materiálu, ale odpařovat jej a vytvářet tak hluboké vzory. Protože dokáže laserový paprsek vzhledem ke své malé velikosti ovlivňovat materiál velmi přesně, lze takto vytvářet i velmi detailní vzory, přičemž nejčastěji je laserem gravírovaná různá grafika, alfanumerický text i čárové kódy, zejména pak 2D kódy pro identifikaci výrobků.

Velmi často, zejména jedná-li se o procesy sériové výroby, je kladen důraz na hloubku a zároveň i na co nejnižší časový limit pro celou operaci. Gravírovaná plocha je logicky rovněž jedním z nejdůležitějších aspektů časové náročnosti, který vypoví o tom, bude-li se měřit časová náročnost aplikace v sekundách nebo v desítkách minut.
Hloubkové gravírování se nejčastěji používá k identifikaci dílů tam, kde se očekává velmi vysoká otěrová zátěž, nebo v případech, kdy má být zachována čitelnost identifikace i po následné povrchové úpravě materiálu (povrch materiálu má být otryskán, nebo má být např. pokryt lakem určité tloušťky).
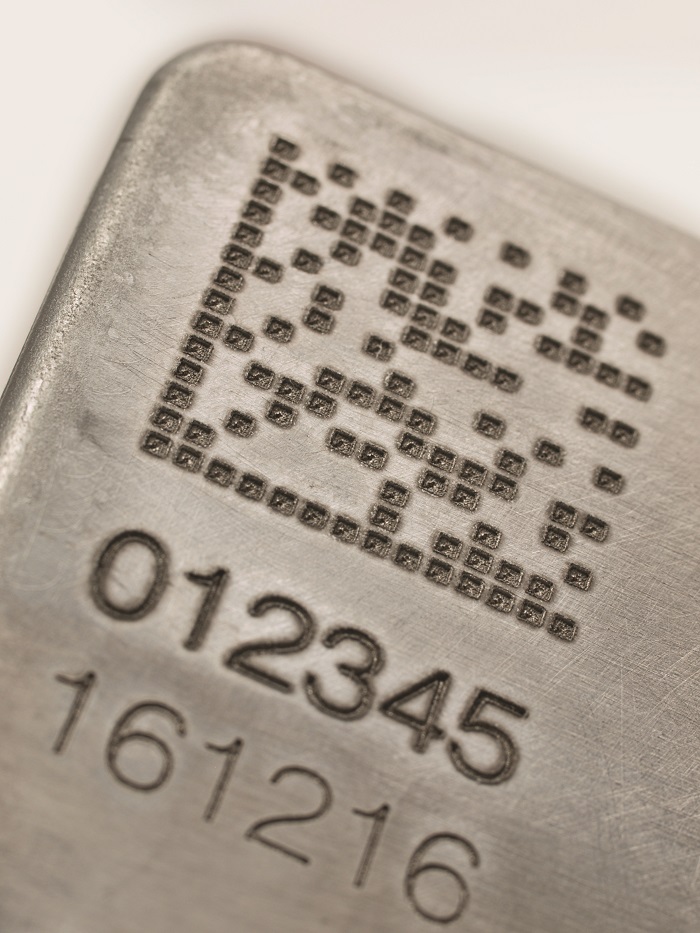
Níže je možné vidět dva příklady hlubokého gravírování v podobě gravírování VIN kódu do nerezového štítku a gravírování Datamatrix kódu pro identifikaci hliníkového odlitku.
300W vláknový laser, výška znaku 7 mm, hloubka vzoru 0,15–0,3 mm, procesní čas 18 s
Vzhledem k poměrně agresivnímu průběhu aplikace je třeba zabezpečit jak ochranu osob v okolí laserového systému, tak i ochranu klíčových laserových komponent. Zakrytování celého zařízení dle bezpečnostních norem je stejně jako u ostatních laserových aplikacích samozřejmostí, zvýšená pozornost by se zde měla však vztahovat k intenzivnímu odsávání sublimovaného materiálu. Ten jednak může obsahovat složky schopné poškodit při inhalaci lidské zdraví, zároveň může ulpívat na laserové optice a způsobovat tak její degradaci. Při velmi intenzivním gravírování nemusí samotné odsávání stačit a je vhodné jej doplnit navíc i ofukem tlakového vzduchu – tzv. vzduchovým nožem, který odklání sublimovaný materiál od optiky směrem k odsávací trubici.


70W vláknový laser, velikost kódu 18 × 18mm, hloubka vzoru 0,2 mm, procesní čas cca 30 s
LINTECH, spol. s r. o.
Chrastavice 3, 344 01 Domažlice
tel.: 379 807 211
info@lintech.cz
www.lintech.cz
Mohlo by se Vám líbit
Společnost Doosan Škoda Power úspěšně dokončila další projekt v Kazachstánu
- Strojírenství
-
03. srpna 2026
Paroplynová elektrárna s kombinovanou výrobou elektřiny a tepla (CHP) Kyzylorda v Kazachstánu úspěšně zahájila plný komerční provoz, a to za významného přispění plzeňského výrobce turbín […]

Studenti VUT představili družici KOSTKA. První český satelit navržený a postavený studenty zamíří do vesmíru
- Strojírenství
-
01. srpna 2026
Na oběžnou dráhu Země se již brzy vydá KOSTKA, první česká družice navržená a sestavená výhradně studenty. Projekt studentského týmu YSpace z Vysokého učení technického […]

Rok 2025: Druhý nejsilnější rok ve výrobě osobních automobilů, rekordní produkce autobusů a tržby na historickém maximu
- Automotive
-
31. července 2026
Historicky druhý nejsilnější rok ve výrobě osobních automobilů, mimořádný rok produkce autobusů a tržby na rekordní úrovni – to jsou klíčové ukazatele, charakterizující vývoj roku […]