
25. září 2018 17:58
BrightLine Weld – Revoluce ve svařování laserem
Nejnovější technologie firmy Trumpf s názvem BrightLine Weld pro pevnolátkové lasery umožňuje svařování s nízkým rozstřikováním při rychlostech pohybu, které lze v dnešní době dosáhnout pouze pomocí CO2 laserů.
BrightLine Weld umožňuje svary s částečným průvarem pro svařence s přenosem síly nebo svary s úplným průvarem pro svařování trubek a profilů. Tato technologie umožňuje výrazné zvýšení produktivity a energetické účinnosti. Vysoce kvalitní svarové švy se projevují vysokou mechanickou pevností vyrobených dílů. Minimalizované rozstřikování snižuje znečištění obrobku, upínacích zařízení a rovněž optiky. Výsledkem je zkrácení prostojů stroje, méně oprav dílů, vysoká životnost pracovní optiky a následkem toho podstatné snížení nákladů.
Snížení doby cyklu a zvýšená produktivita hrají stále důležitější úlohu v současné průmyslové výrobě. Zejména v automobilovém průmyslu, kde celková délka laserem svařovaných švů může dosahovat až šedesát metrů na vozidlo, je důležité minimalizovat dobu zpracování použitím vysokých rychlostí svařování. Perfektním základem jsou vláknem vedené pevnolátkové lasery, např. diskové lasery s vysokou kvalitou paprsku při laserovém výkonu v rozsahu několika kW. Avšak použití moderních pevnolátkových laserů není zadarmo; je zapotřebí překonat překážky, tj. velký rozstřik a znečištění obrobků a upínacích zařízení.
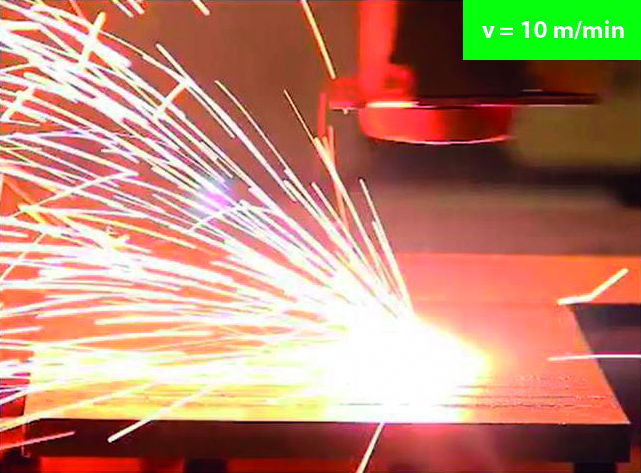
Aktuální situace: značné rozstřikování při svařování konstrukční oceli s částečným průvarem při rychlosti posuvu 10 m.min-1
Svařování laserem
V porovnání s konvenčním svařováním laserové svařování umožňuje svařování s vedením tepla (konvekční) a rovněž svařování s hlubokým průvarem. Tenké a hluboké svarové švy jsou zhotoveny bezdotykově a při vysokých rychlostech posuvu. Malá teplotně ovlivněná zóna (HAZ) minimalizuje tepelné deformace dílů. Hloubka svaru může být až desetkrát větší než šířka svaru a může dosahovat až 25 mm. Avšak rychlosti posuvu jsou u laserového svařování omezené. Jedním z důležitých faktorů je rozstřik a následkem toho ztráta objemu svarového švu.
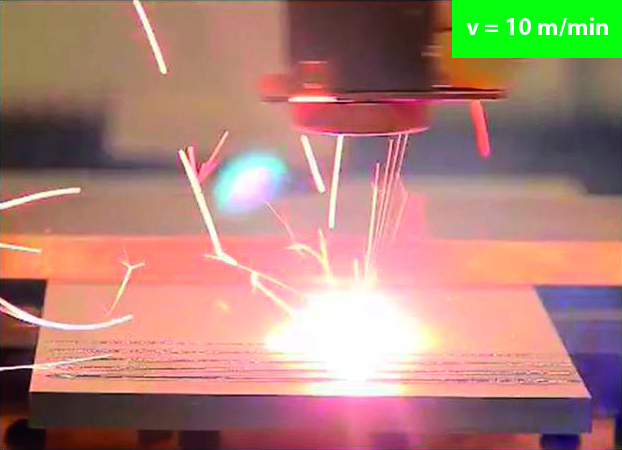
Minimální rozstřikování při svařování konstrukční oceli použitím technologie BrightLine Weld při rychlosti posuvu 10 m.min-1
Všeobecně oba tyto aspekty se zvyšují s rychlostí posuvu a s použitým výkonem laseru. Při svařování konstrukční oceli pevnolátkovým laserem obvykle dochází ke zvýšené ztrátě hmotnosti od rychlosti posuvu 5 m.min-1.
Obrázek 2 z hlediska kvality ilustruje typické rozstřikování u laserového svařování konstrukční oceli při rychlosti posuvu 10 m.min-1.
Meze svařování pomocí pevnolátkových laserů
Zvýšené rozstřikování při vyšších rychlostech posuvu:
- nebezpečí ztráty objemu materiálu při vysokých rychlostech posuvu má za následek boční rýhy a vruby, které snižují mechanické pevnosti a kvalitu svarového švu;
- upínací zařízení jsou znečištěna a vyžadují čištění, což má za následek neproduktivní časy stroje;
- krycí ochranná skla je nutné měnit, což má za následek zvýšené náklady.
Svařování s nízkým rozstřikováním
Pomocí technologie BrightLine Weld jsou zhotovovány tenké a hluboké švy vysoké kvality. Nižší tvorba rozstřiku umožňuje vyšší rychlosti posuvu.

Graf: Hloubka svařování v závislosti na rychlosti svařování. Porovnání současného
stavu techniky s technologií BrightLine Weld
Graf znázorňuje hloubku svařování v závislosti na rychlosti posuvu při výkonu laseru 5 kW u konstrukční oceli jak pro současné laserové svařování, tak pro BrightLine Weld. Barva referenčních bodů v grafu znázorňuje dosaženou kvalitu švu:
- zelená – svarový šev vysoké kvality, který splňuje současné požadavky;
- žlutá – svarový šev střední kvality, který nesplňuje všechny požadavky, ale je přijatelný pro různé aplikace;
- červená – svarový šev špatné kvality, který již není přijatelný;
- fialová – od této rychlosti svařování se objevuje tvorba nerovností; výsledná kvalita svarového švu je nedostatečná.
Referenční body křivky BrightLine Weld jsou zelené až do rychlosti 20 m.min-1. Až do této rychlosti vznikají svarové švy vysoké kvality. U současného stavu techniky jsou referenční body žluté při rychlosti svařování 5 m.min-1. Pro vyšší rychlosti svařování jsou tyto body červené nebo fialové. Takže kvalita svarového švu při 5 m.min-1 je pouze střední a špatná nebo nedostatečná při vyšších rychlostech. To znamená, že s technologií BrightLine Weld by bylo možné zvýšit maximální rychlost posuvu u konstrukční oceli o přibližně 300 % až na 20 m.min-1 při porovnatelné hloubce svařování. U nerezové oceli testy prokázaly možnost zvýšení maximální rychlosti posuvu o 100 % na 10 m.min-1.
Svařování s technologií BrightLine Weld
Použití technologie BrightLine Weld přináší uživateli následující hlavní výhody:
- Podstatně vyšší rychlosti procesu při konstantní kvalitě švu zvyšují produktivitu. U konstrukční oceli může být max. rychlost svařování zvýšena bez problémů o 300 % a u nerezové oceli o 100 %.
- Minimální tvorba stříkanců a méně znečištění snižují procesní náklady: snížení prostojů stroje, méně oprav dílů a nižší spotřeba ochranných skel svařovací optiky za stejnou dobu.
- Na stejnou hloubku svařování je zapotřebí nižší výkon laseru. Vysoká účinnost umožňuje až 50% úsporu energie při stejné hloubce svařování a stejné kvalitě.
- BrightLine Weld poskytuje svarové švy vysoké kvality. V příznivých případech svarové švy nevykazují propadliny ani krátery. V důsledku sníženého příkonu je teplotní deformace dílů velice malá.
BrightLine Weld ve výrobě převodovek
Typickým použitím u hnací jednotky je svařování ozubených kol. Tabulka sumarizuje parametry a výsledky při svařování ozubených kol za současného stavu techniky. Podle typu jsou ozubená kola např. svařována při rychlosti posuvu 5 m.min-1 a výkonu laseru 3,4 kW. Rozstřik, který vzniká během svařování, musí být odstraňován (viz obrázek na levé straně tabulky).

Tab. 1: Parametry, technologie a příčný řez svarem při svařování ozubených kol
pomocí pevnolátkového laseru za současného stavu techniky
U takových svarů poskytuje technologie BrightLine Weld podstatné zlepšení. Jestliže je technologie BrightLine Weld použita za účelem optimalizace energetické účinnosti, jak je uvedeno v další tabulce vlevo, shodné díly mohou být svařovány při stejné rychlosti posuvu s o 40 % nižším výkonem laseru 2 kW. Jestliže si prohlédneme podrobněji zobrazený svarový šev, rovněž pochopíme důvod. S technologií BrightLine Weld jsou zhotovovány mírně užší svarové švy, což je důvod, proč je zapotřebí nižší výkon laseru pro dosažení stejné hloubky svařování.
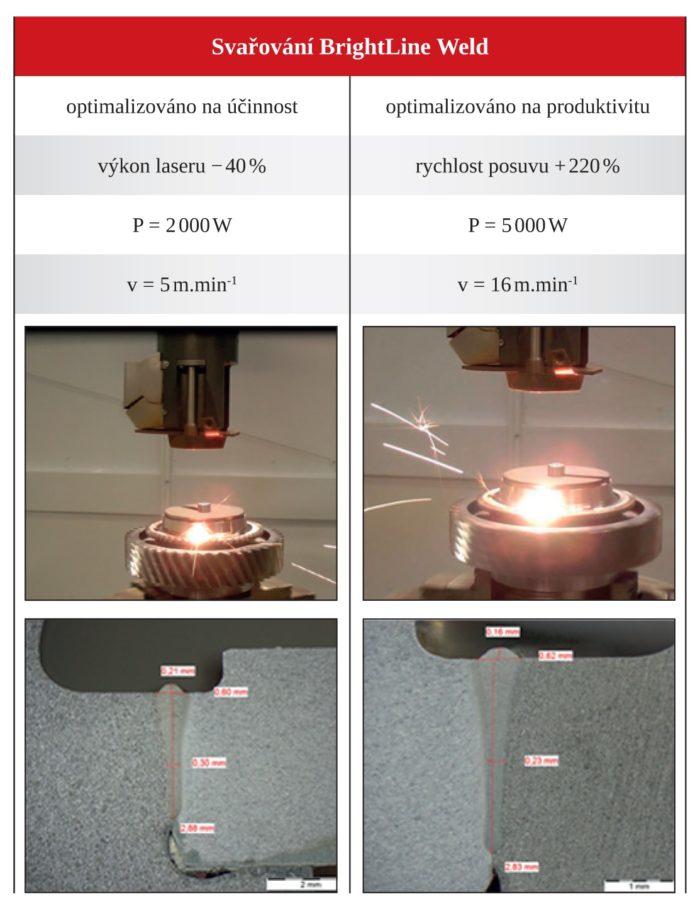
Tab. 2: Parametry, technologie a příčný řez svarem při svařování ozubených kol
technologií BrightLine Weld. Technologie může být použita buď pro
optimalizaci energetické účinnosti, nebo pro optimalizaci produktivity stroje.
Výhled
V budoucnosti by neměla být technologie BrightLine Weld používána pouze ve výrobě převodovek, nýbrž také v jiných průmyslových odvětvích, jako jsou trubky nebo profily. Trubky a profily jsou obvykle ohýbány a svařovány z velice dlouhých plechů (tzv. kontinuální proces). Na rozdíl od aplikací hnací jednotky jde u těchto svarů o svary s úplným průvarem. Obvykle jsou používány velice vysoké rychlosti posuvu, např. 30 m.min-1, které nemohou být v dnešní době dosaženy pevnolátkovými lasery. Tyto požadavky zvyšují náročnost procesu, ale již bylo dosaženo slibných výsledků. První testy ukazují, že s technologií BrightLine Weld je možné svařovat svarové švy s úplným průvarem při vysokých rychlostech posuvu.
Závěr
Nová technologie BrightLine Weld má potenciál způsobit revoluci ve svařování pevnolátkovými lasery. Umožňuje konstantní vysokou kvalitu švu nezávisle na rychlosti svařování. Uživatel má možnost volby mezi optimalizacemi, tj. minimalizací spotřeby energie nebo maximalizací produktivity svého stroje. To usnadňuje optimalizaci parametrů a zrychluje průběh procesu.
Balík firmy Trumpf obsahuje laser TruDisk způsobilý pro technologii BrightLine Weld, optický laserový kabel, svařovací optiku a softwarový modul, který zjednodušuje používání technologie.
Stefanie Feuchtenbeiner, Nicolai Speker, Patrick Haug,
Matthias Koitzsch, Hakan Kendirci
Mohlo by se Vám líbit

Blackout může trvat jen několik sekund, ale odstávka výroby celé hodiny. A stát miliony
- Elektro
-
26. července 2026
Výpadek elektřiny ve výrobním podniku není pouhá technická nepříjemnost. I několikasekundové přerušení dodávky může zastavit celou výrobní linku, vyřadit řídicí systémy, znehodnotit rozpracovanou výrobu a způsobit […]

Profika: bezpečnostní požadavky ve výrobě se zpřísňují, pracovních úrazů v oboru ubývá
- Práce
-
24. července 2026
Zpracovatelský průmysl, do kterého spadá i strojírenství, patří z hlediska počtu pracovních úrazů mezi nejrizikovější obory. V roce 2025 zde bylo zaznamenáno 14 558 úrazů […]

Představujeme Gabby – AI Asistenta Tungaloy pro Výběr Nástrojů
- Digitalizace
-
22. července 2026
Společnost Tungaloy Corporation představuje Gabby, asistenta využívajícího umělou inteligenci, který pomáhá odborníkům v oblasti obrábění kovů rychle identifikovat vhodná nástrojová řešení prostřednictvím komunikace v přirozeném […]