
26. května 2026 19:33
Nový vrták od Rotany umožňuje efektivnější vrtání do tvarových ploch
Technologická náročnost vrtání do tvarových ploch v medicínských aplikacích často vyžaduje několik navazujících operací. Ty však prodlužují výrobní čas a zvyšují procesní složitost. Nový projekt společnosti Rotana a Fakulty strojní ČVUT v Praze se proto zaměřil na vývoj pilotního vrtáku schopného zajistit stabilní obrábění bez předvrtání či dalších přípravných kroků.
V medicínském průmyslu se často obrábějí dílce s prostorově složitými geometriemi, kde jsou otvory umístěny na nakloněných nebo zakřivených plochách. V kombinaci s obtížně obrobitelnými materiály, zejména titanovými slitinami, to vede ke zvýšenému riziku nestability nástroje při vstupu do materiálu. Standardní vrtáky v těchto podmínkách vykazují nerovnoměrné zatížení břitů a zvýšený radiální tlak vedoucí k následnému vychýlení nástroje.
„Z tohoto důvodu se v praxi běžně používají přípravné operace, například navrtání nebo frézování rovné plochy kolmé k ose nástroje. Tyto kroky však znamenají prodloužení výrobního cyklu a zvyšují riziko kumulace geometrických nepřesností,“ podotýká Jan Skryja, vedoucí sekce Vývoje a výzkumu společnosti Rotana.
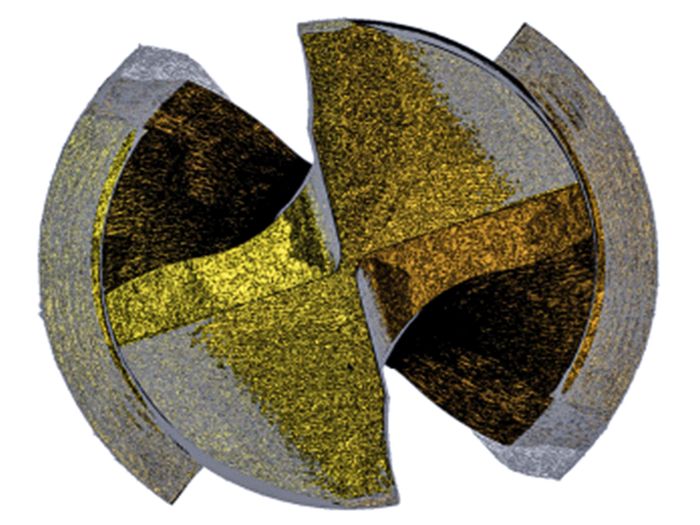
Obr. 1. Detaily v rozdílu mezi 3D modelem (šedá barva, průhledná) a reálně naskenovaným 3D modelem nástroje (žlutá barva) pilotního vrtáku o průměru 2,95 mm se zaměřením na rozdíly v ostří a příčném ostří mikronástroje
Cíl projektu a role průmyslového zadavatele
Vývojový projekt byl iniciován společností Rotana, která dlouhodobě působí v oblasti vývoje a výroby specializovaných nástrojů pro náročné aplikace. Cílem projektu bylo vytvořit pilotní vrták – mikronástroj do průměru 3 mm – schopný plynulého vstupu do tvarové plochy bez nutnosti přípravných operací, a to při zachování vysoké přesnosti a procesní stability.
Vědci z Fakulty strojní ČVUT v Praze, konkrétně Ústavu výrobních strojů a zařízení (RCMT), se na projektu podíleli zejména v oblasti experimentálního výzkumu, měření a analýzy dat. Projekt tak spojil praktické konstrukční know-how výrobce a poskytovatele nástrojových řešení ze slinutých karbidů, diamantu a kubického nitridu bóru s akademickým zázemím v oblasti experimentálního obrábění.
Konstrukční návrh pilotního vrtáku
Zásadní konstrukční výzvou bylo navržení geometrie čela nástroje tak, aby byl zajištěn plynulý a kontrolovaný kontakt s obrobkem již v počáteční fázi vrtání. Specifická geometrie pilotního vrtáku umožňuje rozložení řezných sil tak, aby nedocházelo k silovému rázu a ke vzniku nadměrných radiálních složek.
Vedle makrogeometrie byla velká pozornost věnována mikrogeometrii řezné hrany. Právě u mikronástrojů se i velmi malé změny v řádu jednotek mikrometrů výrazně projevují na chování nástroje v řezu, stabilitě procesu i životnosti. „Pilotní vrták nevznikal jako jednorázový návrh. Geometrie se vyvíjela interativně na základě reálných měření a testů, nikoliv pouze podle CAD modelu,“ upozorňuje Jan Skryja.

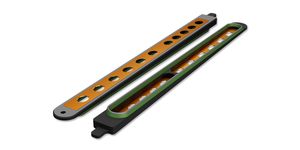
Obr.2 Pilotní vrták s upraveným břitem uzpůsobený k testování vrtání do křivé plochy, tvarová plocha je z titanového polotovaru Ti6Al4V
Experimentální metodika a měření
Experimentální část projektu, realizovaná na pracovištích RCMT, zahrnovala měření silového zatížení, testy životnosti nástrojů a detailní geometrickou analýzu pomocí 3D skenování.
Naměřená data potvrdila, že hlavní předností navržené geometrie je schopnost výrazně omezit radiální složky řezných sil a zvýšit podíl zatížení v axiálním směru osy nástroje. Zatímco radiální síly působící kolmo na osu způsobují nežádoucí vybočení nástroje, v axiálním směru vykazuje vrták maximální tuhost.
Tato vlastnost je klíčová zejména při zavrtávání pilotního vrtáku do tvarových ploch, kde dochází k nesymetrickému kontaktu nástroje s obrobkem. Při kontaktu s tvarovou plochou dochází k pozvolnému a plynulému nárůstu silového zatížení, což zamezuje vzniku rázů. Tím se minimalizuje riziko vylomení břitu a zajišťuje přesné navedení nástroje pro následné operace.
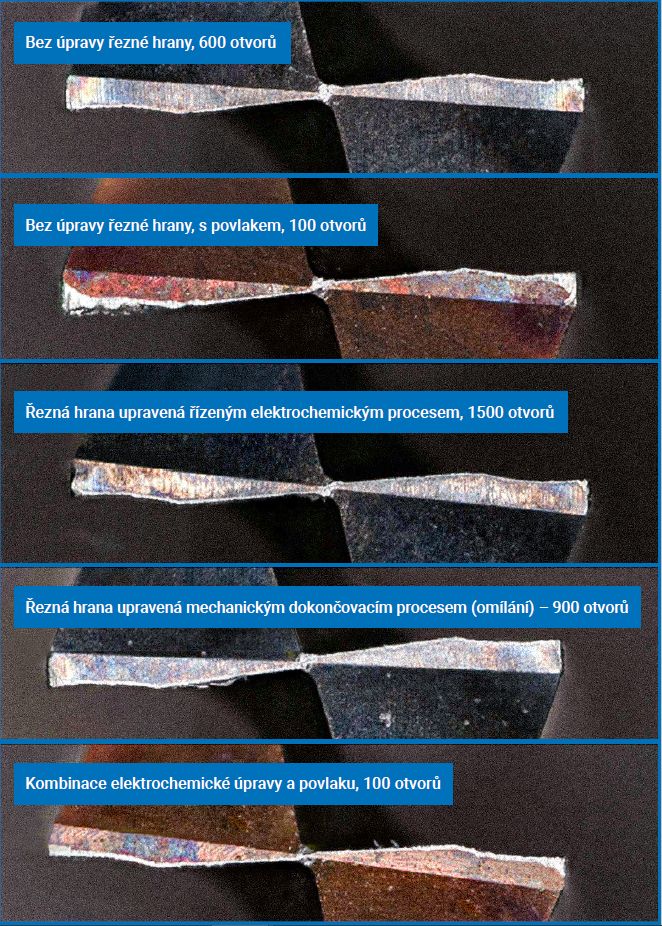
Obr.3 Fotodokumentace opotřebení pilotních vrtáků s různými variantami úprav břitu na konci jejich trvanlivost
Mikrogeometrie břitu a životnost nástroje
Součástí výzkumu bylo také testování vlivu úpravy řezné hrany na životnost nástroje. Experimenty potvrdily, že extrémně ostrý břit není v případě mikronástrojů obrábějících titanové slitiny optimálním řešením.
Naopak se ukázalo, že vhodně zvolená úprava mikrogeometrie břitu vede ke zvýšení stability řezu a výraznému prodloužení životnosti nástroje. V rámci testů bylo dosaženo nárůstu životnosti až o 140 % ve srovnání s referenčním komerčně dostupným nástrojem. Zásadním přínosem byla i vysoká opakovatelnost těchto výsledků, zatímco u referenčního nástroje byla trvanlivost nekonzistentní. Požadovaná kvalita obrábění byla přitom plně zachována.
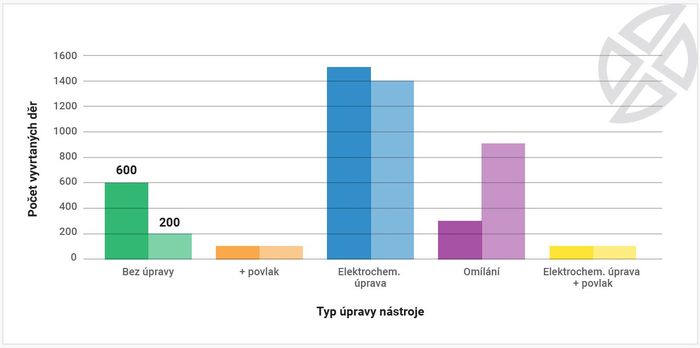
Obr.4 Počet vyvrtaných otvorů v závislosti na úpravě břitu. Testováno při vrtání slitiny Ti6Al4V pilotním vrtákem o průměru 3 mm do hloubky 6,3 mm při vc = 70 m/min a fot = 0,018 mm
Přínos pilotního vrtáku pro průmyslovou praxi
„Výsledky projektu jednoznačně ukazují, že pilotní vrták umožňuje efektivní sdružování operací při vrtání do tvarových ploch. Pro naše zákazníky to v praxi znamená eliminaci přípravných operací, zkrácení výrobního času a zvýšení procesní stability,“ zdůrazňuje Jan Skryja z Rotany.
Tyto přínosy jsou obzvláště významné v medicínském průmyslu, kde je stabilita procesu úzce svázána s validačními a certifikačními požadavky a kde každá technologická operace navíc znamená zvýšenou administrativní i výrobní zátěž.
Vývoj pilotního vrtáku realizovaný českou společností Rotana ve spolupráci s odborníky z ústavu RCMT potvrzuje, že systematický, daty podložený přístup k vývoji nástrojů může vést k výraznému zjednodušení výrobních procesů i v technologicky velmi náročných aplikacích. Projekt ukazuje, že skutečný přínos nevzniká pouze návrhem nové geometrie, ale především hlubokým pochopením chování nástroje v reálném řezu.
Mohlo by se Vám líbit

Český železniční průmysl představil své technologie zástupcům indických firem
- Strojírenství
-
07. července 2026
ACRI připravila incomingovou misi ve spolupráci s českou ambasádou v Dillí, MPO a MZV ACRI – Asociace podniků českého železničního průmyslu ve spolupráci s Velvyslanectvím České […]
Nové těsnění rámu divize Parker Chomerics zajišťuje těsnost v obranných a leteckých systémech
- Elektro
-
04. července 2026
Těsnění rámu s průtokem vzduchu CHO-AIR® VITA 48.5 podporuje shodu s normou ANSI/VITA 48.5-2026 v náročných prostředích integrovaných počítačů Divize Chomerics Division společnosti Parker Hannifin Corporation, mezinárodního lídra v oblasti technologií […]

Rozhovor: AI ve výrobě: od pilotní fáze po reálnou praxi
- Rozhovory
-
01. července 2026
Třetina německých firem z oboru obrábění reálně využívá AI ve výrobě. Expertní přednášky na pódiu AMB: Zástupci průmyslu a výzkumu diskutují o využití AI v odvětví […]