
14. dubna 2026 10:00
Hliník
Konverzní povlaky s pasivací SLOTOPAS AL 4270
Ingo Messerschmid*, Thomas Haberfellner**, Dr.-Ing. Mark-Daniel Gerngroß***
Hliník je technicky vysoce důležitý materiál, jehož použití v mnoha průmyslových odvětvích neustále roste díky jeho příznivým mechanickým vlastnostem, nízké hmotnosti a vysoké tvárnosti. Pro ochranu před vlivy prostředí a následnými korozními procesy jsou hliníkové povrchy často upravovány chemickými nebo elektrochemickými procesy. Jedním ze zavedených přístupů jsou hliníkové konverzní povlaky, které na kovovém povrchu vytvářejí chemicky vázanou, funkční ochrannou a adhezní vrstvu.
Po mnoho desetiletí bylo chromátování s obsahem šestivalentního chromu (Cr(VI) považováno za standardní postup pro ochranu proti korozi a jako základ pro přilnavost následných povlaků. Vzhledem k regulačním požadavkům (např. REACH) a rostoucím nárokům na bezpečnost životního prostředí a práci jsou však nyní vyžadovány systémy bez Cr(VI), které poskytují ekvivalentní nebo lepší výsledky z hlediska ochranného účinku a robustnosti procesu. Systémy bez obsahu chromu dosud dosahovaly tohoto výkonu jen omezeně, a proto se společnost Schlötter zaměřila na vývoj pasivačního procesu se sníženým obsahem chromu na bázi trojvalentního chromu (Cr(III) a zirkonia.
Výsledkem tohoto vývoje je pasivace SLOTOPAS AL 4270.
Motivace pro vývoj
V roce 2023 uvedla společnost 3RM Oberflächen GmbH & Co. KG do provozu vysoce automatizované zařízení pro pasivaci hliníkových součástek. Zařízení je vybaveno nejmodernějšími řídicími a procesními prvky, které zajišťují vysokou efektivitu, flexibilitu a integrační možnosti. To poskytuje technický základ jak pro aplikaci zavedených pasivačních procesů, tak pro implementaci nových technologií, jako je pasivační proces SLOTOPAS AL 4270. Kombinace inovativní systémové technologie a optimalizovaného chemického složení umožňuje spolehlivé splnění budoucích požadavků na ochranu proti korozi, udržitelnost a spolehlivost procesů.

Obr. 1 Pohled na nové, vysoce automatizované zařízení pro pasivaci hliníkových součástek. (Zdroj všech obrázků: Dr.-Ing. Max Schlötter GmbH & Co. KG)
Požadavky na konverzní vrstvy a pasivační produkty
Pasivační roztoky s obsahem Cr(III) tvoří při správně nastavené hodnotě pH konverzní vrstvy, které po opláchnutí a vysušení vykazují požadované vzhledová a korozivzdorné vlastnosti. Během úpravy se hliník rozpouští z povrchu substrátu a vrstva se vytváří následnými konverzními reakcemi. Speciálně vyvinuté přísady potlačují nežádoucí vedlejší reakce, stabilizují proces a umožňují dlouhou životnost lázně a také tvorbu transparentní, homogenní konverzní vrstvy.
Stabilní a snadno ovladatelné řízení procesu má pro provoz pasivačního roztoku klíčový význam. To zahrnuje zejména dobře pufrovanou, a tedy konstantní hodnotu pH, stejně jako schopnost dosáhnout reprodukovatelných výsledků v širokém teplotním rozsahu. Pasivační roztok SLOTOPAS AL 4270 tyto požadavky splňuje a lze jej provozovat v rozsahu 15 až 40 °C. Kontinuální filtrace dále podporuje stabilitu lázně a přispívá ke spolehlivosti procesu.
Vytvořené pasivní vrstvy slouží jak jako funkční aktivní základová vrstva pro následné procesy nanášení povlaků nebo spojování, tak i jako samostatná vrstva proti korozi. Samostatná ochrana proti korozi se v tomto kontextu vztahuje na pouze samotnou, průhlednou a anorganickou ochrannou vrstvu, která nevyžaduje žádné další organické nátěry, ale přesto poskytuje definovaný bariérový efekt proti korozivním médiím. S rostoucí tloušťkou nebo hmotností vrstvy vykazují zpočátku téměř bezbarvé konverzní nátěry mírně nažloutlý duhový odstín. Intenzita tohoto optického efektu je také silně závislá na topografii povrchu substrátu, která je významně ovlivněna předchozími kroky mechanické nebo chemické předúpravy.
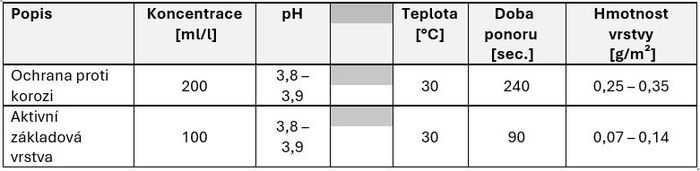
Pro zajištění vysokých nároků na vynikající ochranu proti korozi doporučuje společnost Schlötter použití pasivace SLOTOPAS AL 4270 ve vyšší koncentraci až 200 ml/l, teplotách 30–40 °C a době ponoru přibližně 3–4 minuty. Konverzní povlaky vytvořené za těchto parametrů se vyznačují stabilní tloušťkou vrstvy a konzistentně dobrou ochranou proti korozi. I po zatížení lázně průchodem 2,0 m²/l a zkušební době 336 hodin v NSS nevykazují testovací plechy vyrobené z AlMg1 (AW-5005) žádné známky koroze.
Pokud je kladen důraz na vynikající kompatibilitu s procesy lakování a lepení, lze s jistotou zaručit koncentrace přibližně 100 ml/l a kratší doby ponoru při nižších teplotách.
Stanovené hmotnosti vrstev
V rámci laboratorních zkoušek byly provedeny testy se zatížením 2,0 m²/l (což odpovídá 670 plechům ve 4,5 litrech roztoku). Chemická analýza mohla být při tomto zatížení prováděna kontinuálně po celou dobu testu.
Složení lázně bylo primárně analyzováno titrací a lázeň byla podle potřeby doplňována. Pro cílené monitorování a sledování koncentrací chromu (Cr) a zirkonia (Zr) byla dodatečně použita ICP-analýza (s indukčně vázaným plazmatem).
Potřebné doplňované množství pro stabilizaci lázně bylo v průměru přibližně 50 ml/m².
Zkoušky adheze, jako je zkouška vícenásobným úderem (DIN EN ISO 20567-1), mřížková zkouška (DIN EN ISO 2409) a odtrhová zkouška (DIN EN ISO 4624), jsou zavedenými metodami pro kvantitativní hodnocení adhezní pevnosti nátěrových a spojovacích systémů. Aby konverzní nátěr fungoval jako spojovací povrch, musí být tyto zkoušky prováděny reprodukovatelně, protože přímo odrážejí interakci mezi substrátem, konverzním nátěrem a následným nátěrem nebo spojem.
Pasivace SLOTOPAS AL 4270 splňuje jak nezbytné požadavky procesní, tak i technické požadavky na konverzní vrstvu. Patří mezi ně vytvoření definované hmotnosti konverzního povlaku, homogenní a bezvadná morfologie povrchu po úpravě a vysoká procesní robustnost. Ta zahrnuje stabilně pufrovanou hodnotu pH, nízkou citlivost na hliník a ionty cizích kovů, dobrou filtrovatelnost pasivace a konzistentně reprodukovatelnou kontrolu lázně. Tyto parametry zajišťují spolehlivý výkon konverzního povlaku jako podpory adheze v náročných průmyslových aplikacích.
Zajištění kvality produktů a zkoumání jejich výkonnosti
Strategie kvality společnosti Dr.-Ing. Max Schlötter GmbH & Co. KG je založena na důsledném zaměření se na spolehlivost produktů, stabilitu procesů a spokojenost uživatelů.
Tato zásada utváří samotný začátek vývojového procesu, zejména prostřednictvím pečlivého výběru vhodných surovin. Kromě chemických a fyzikálních kritérií se zohledňují také požadavky na environmentální kompatibilitu, udržitelnost, dodržování nařízení REACH a dlouhodobou dostupnost.
Každá surovina prochází před zpracováním analytickým vyhodnocením a každý hotový výrobek prochází kompletní výstupní kontrolou, aby byla zajištěna shoda s definovanými specifikacemi. Komponenty pasivace SLOTOPAS AL 4270 se vyrábějí výhradně ve vlastních výrobních závodech společnosti v Geislingenu, což zaručuje trvale vysokou kvalitu produktů a robustní dodávky.
V rámci vývoje pasivace SLOTOPAS AL 4270 provedla společnost Schlötter rozsáhlé zátěžové a stabilitní testy. Zvláštní pozornost byla věnována vzhledu pasivace, protože chemické reakce mohou vést k zakalení, tvorbě nežádoucích reakčních produktů nebo dokonce srážení. Mimořádně vysoké stability lázně bylo dosaženo systematicky vyvinutým modelem příčiny a následku a cíleným výběrem vhodných složek v kombinaci s vysoce účinnými komplexotvornými činidly. Zátěžové testy trvající několik měsíců dále umožnily stanovit specifickou spotřebu produktu a klíčové faktory ovlivňující tvorbu konverzní vrstvy. Vlastnosti vrstvy byly validovány stanovením hmotnosti konverzní vrstvy a její korozní chování bylo validováno pomocí testů v neutrální solné mlze (NSST).
Korozní ochrana poskytovaná výslednými konverzními povlaky byla zkoumána na různých průmyslově relevantních hliníkových slitinách (AW 2024, AW 5005, AW 5754, AW 6061, AW 7075). Vzhledem k různým legujícím prvkům a mikrostrukturám se výsledné chování v ochraně proti korozi značně liší. Kromě toho použité kroky předúpravy – jako je odmašťování, moření nebo neutralizace – významně ovlivňují kvalitu konverzního povlaku. Proto je znalost použitých slitin nezbytná pro návrh procesu. To umožňuje cílenou optimalizaci předúpravy. Předúprava je standardně zcela bez fluoridů; pokud to složení slitiny vyžaduje, lze fluorid zavést pomocí cílených, samostatně dávkovaných přísad.
Součásti vyrobené z hliníku a jeho slitin se používají nejen v aplikacích, kde je prvořadá základní ochrana proti korozi, ale také v oblastech, kde je klíčová přilnavost následných funkčních povlaků. V takových případech slouží výsledné konverzní povlaky jako podklad pro lepidla, barvy nebo tmely, což umožňuje jejich přímou aplikaci na předem upravený kovový povrch.
Pro kvantitativní vyhodnocení adhezní pevnosti dosažitelné s nově vyvinutým konverzním povlakem si společnost Dr.-Ing. Max Schlötter GmbH & Co. KG nechala provést nezávislé adhezní testy v akreditovaném institutu FEM ve Schwäbisch Gmündu. Aby byla zajištěna co nejrealističtější kvalita výsledků testů, provedla společnost FEM kompletní úpravu zkušebních vzorků na místě s využitím vhodných průmyslových procesních kroků. Ty zahrnovaly mírně alkalické horké odmaštění (SLOTOPAS AK 2790), kyselé moření (SLOTETCH 590), neutralizaci (SLOTOXAL NTR 2940) a pasivaci SLOTOPAS AL 4270.
Zkušební plechy ze slitin AW 2024-T3, AW 6061-T6 a AW 7075-T6 byly po předúpravě povrchově upraveny práškovým lakovacím systémem schváleným dle norem GSB a QualiCoat (práškové lakování STI, řada P-G 20 Matte Smooth, RAL 9006). Vytvrzování probíhalo při teplotě 190 °C po dobu 25 minut. Nalakované vzorky byly poté před provedením testů adheze skladovány více než 11 dní za standardních klimatických podmínek (23 °C / 50% relativní vlhkosti).
Přehled použitých zkušebních metod a zkušebního zařízení
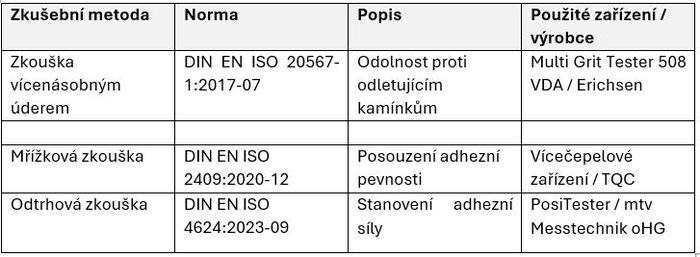
Pro odtrhovou zkoušku dle normy DIN EN ISO 4624 byly na pasivované povrchy testovaných plechů pomocí schváleného lepicího systému aplikovány válcové zkušební panenky o průměru 20 a 10 mm. Po úplném vytvrzení lepidla byly zkušební panenky za definovaných zkušebních podmínek svisle odtrženy. Výsledné lomové vzory a charakteristické vzorce adhezního selhání hliníkových povrchů pasivovaných přípravkem SLOTOPAS AL 4270 jsou uvedeny na obrázcích 2 až 4.
Povrchy pasivovaného hliníku SLOTOPAS AL 4270 jsou znázorněny na obrázcích 2 až 4.

Obr. 2: Obrázek ukazuje hliníkový povrch pasivovaný pasivací SLOTOPAS AL 4270 po zkoušce vícenásobným úderem. Hliníkový povrch měl hodnotu KW 1,5, a splňuje tak vysoké požadavky automobilového sektoru.
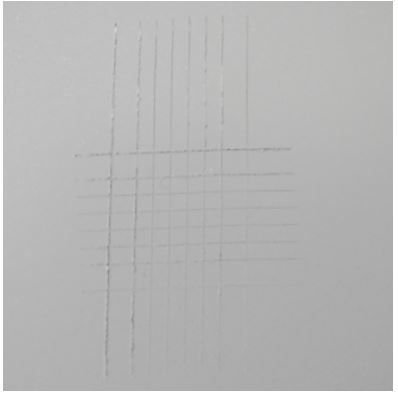
Obr. 3: Hliníkový povrch pasivovaný pasivací SLOTOPAS AL 4270 po mřížkové zkoušce. Mřížková zkouška byla stanovena na Gt0.
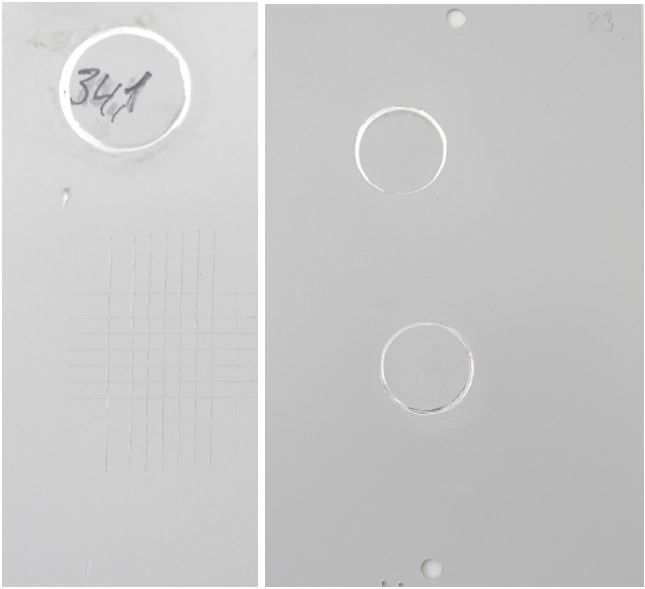
Obr. 4: Povrch hliníku pasivovaného pasivací SLOTOPAS AL 4270 po úspěšném odtrhovém testu. Napětí v trhlině je 34,1 MPa s adhezním porušením mezi lepidlem a barvou.
Výsledky těchto adhezních testů, provedených zkušebním ústavem, byly shrnuty následovně: „Použitý systém předúpravy Schlötter se ukázal jako účinná podpora adheze pro vybraný a použitý práškový lak ve všech testovaných vzorcích variant slitin. Výsledky potvrzují konzistentně dobrou adhezi povlaku bez ohledu na slitinu nebo tvar základního materiálu.“
Společnost Schlötter dále pověřila společnost TAZ GmbH v Aichachu provedením XRF- a GDOES-analýzy. Po pasivaci byly zkoumány leštěné a kartáčované hliníkové plechy. Cílem bylo vyhodnotit vliv mechanické předúpravy na tvorbu konverzního povlaku.
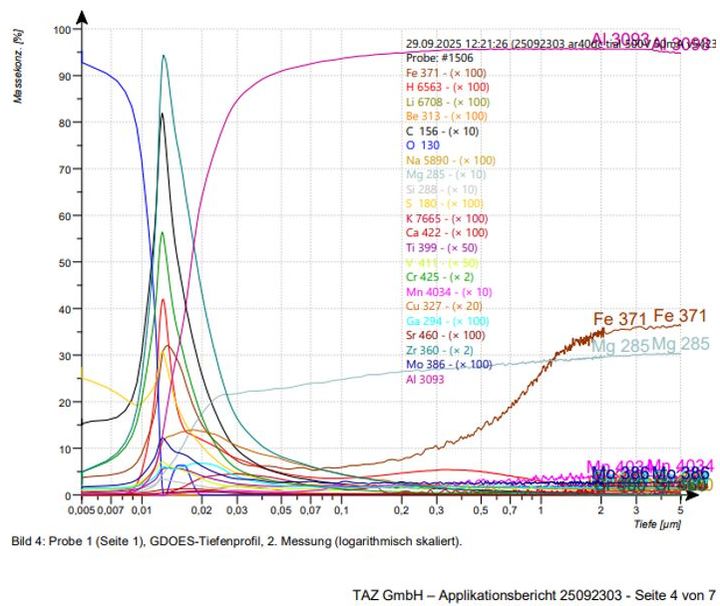
Analýzy odhalily významné rozdíly: Na leštěném povrchu bylo detekováno pouze přibližně poloviční množství chromu a zirkonia na jednotku plochy ve srovnání s kartáčovaným povrchem. To je způsobeno odlišnou topografií povrchu obou vzorků. V důsledku toho se konverzní povlak tvoří v různé míře i přes stejnou předúpravu.
Výsledky ve výrobě
Zavedení SLOTOPAS AL 4270 okamžitě vedlo k trvale vysokým standardům kvality. Jak neošetřené hliníkové povrchy, tak i povrchově upravené nebo lepené substráty spolehlivě splňovaly stanovené požadavky na korozi a adhezi. To potvrzuje průmyslovou vhodnost procesu z hlediska stability, nákladové efektivity a spolehlivosti procesu.
Perspektiva
Spolupráce mezi společnostmi Dr.-Ing. Max Schlötter GmbH & Co. KG a 3RM Oberflächen GmbH & Co. KG dokazuje, že kombinace moderní technologie zařízení, inovativní chemie a praktických znalostí vytváří pevný základ pro budoucí požadavky trhu. SLOTOPAS AL 4270 kombinuje ekologickou udržitelnost, vysoké standardy kvality a maximální spolehlivost procesu, a nabízí tak perspektivní proces pasivace hliníku nové generace.
Kontakt
Dr.-Ing. Max Schlötter GmbH & Co KG, Geislingen an der Steige, Německo
Ingo Messerschmid: ingo.messerschmid@schloetter.de
www.schloetter.de
* Project Manager Anodising, **Chief Operating Officer, ***Head of Research & Development na Dr.-Ing. Max Schlötter GmbH & Co. KG, www.schloetter.de/
Mohlo by se Vám líbit

Kleštinová sklíčidla ER HP ustavují nový standard vysokorychlostního frézování
- Obrábění
-
16. července 2026
Společnost Seco® vylepšila svou řadu kleštinových sklíčidel ER HP určenou pro vysokorychlostní frézování a obrábění v 5 osách. Díky přesnému vyvážení a tužší konstrukci nyní […]

Huisman Czech Republic nabere až 100 nových zaměstnanců. Hledá svářeče, konstruktéry i specialisty pro globální projekty
- Práce
-
13. července 2026
Společnost Huisman Czech Republic nabírá zaměstnance v reakci na rostoucí objem zakázek a pokračující rozvoj svého závodu ve Sviadnově. Během následujícího roku plánuje přijmout přibližně […]

Český železniční průmysl představil své technologie zástupcům indických firem
- Strojírenství
-
07. července 2026
ACRI připravila incomingovou misi ve spolupráci s českou ambasádou v Dillí, MPO a MZV ACRI – Asociace podniků českého železničního průmyslu ve spolupráci s Velvyslanectvím České […]