
01. září 2015 00:56
Vysoce přesné měření úhlového natočení s využitím kalibrační hlavy
Ani kvalitní snímač není zárukou přesného měření, pokud není správně použit a namontován. Na snímačích AMOSIN® firmy AMO GmbH je ukázáno, jak čelit možným nepřesnostem.
Prstencové snímače úhlu natočení se v obráběcích strojích často používají pro měření v C-osách, otočných stolech, výkyvných osách, vřetenech, přímých pohonech a jiných aplikacích. Jejich předností je vysoká přesnost a praktické konstrukční provedení. Snímače AMOSIN® kromě toho poskytují vysokou odolnost vůči nečistotám (IP67), elektromagnetickým polím a vibracím a vynikající dynamické parametry.
Při detailním posouzení možných zdrojů chyb měření na rotační ose lze definovat následující chyby:
a) Systematické, opakovatelné chyby na otáčku
– excentricita kroužku snímače vůči ose
– chyba dělení měřicí stupnice
– házivost ložisek
b) Nahodilé chyby
– vůle v ložiskách
– deformace vlivem zatížení
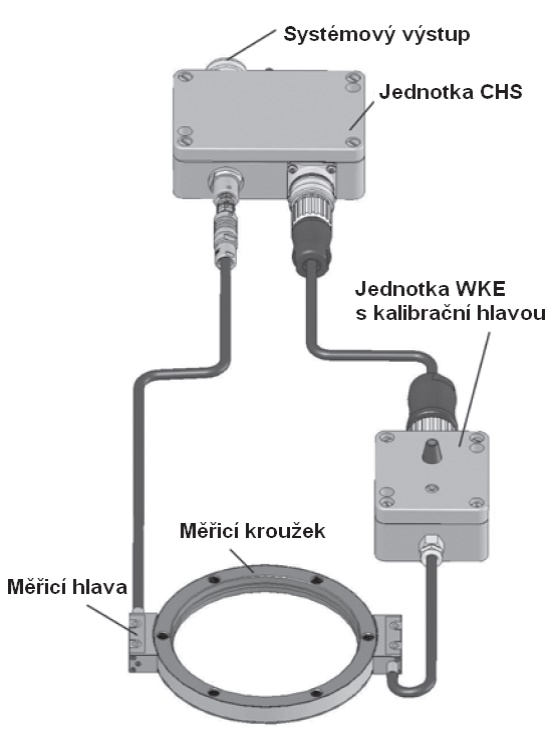
I když výše uvedené systematické chyby nelze v praxi zcela odstranit, lze je efektivně vykompenzovat postupem vyvinutým firmou AMO. Po namontování snímače a měřicí hlavy se provede kalibrace jednotkou CHS, WKE a kalibrační hlavou. Ta se umístí naproti měřicí hlavy (180 ° vůči měřicí hlavě). Během jedné otáčky kroužku elektronika CHS nasnímá data a provede kalibraci. Při provozu stroje již kalibrační hlava a jednotka WKE nejsou potřeba. Použije se pouze jediná měřicí hlava, jejíž signál je kompenzován jednotkou CHS. Ještě přesnějších výsledků lze dosáhnou při kalibraci s kalibrační hlavou umístěnou postupně do polohy 90 °, 180 ° a 270 ° vůči měřicí hlavě.
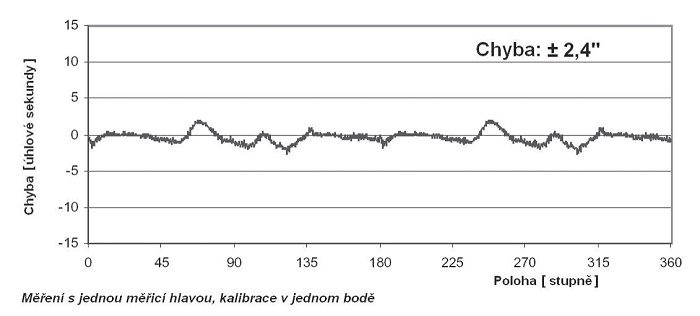
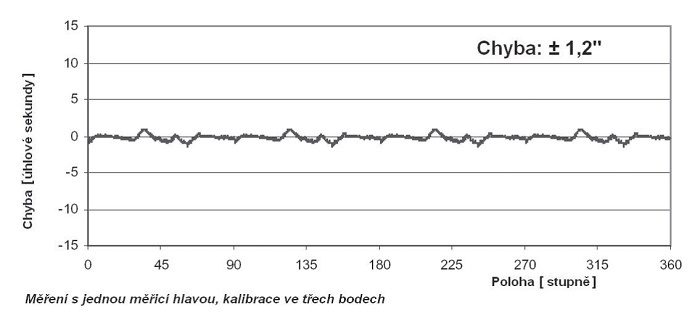
Výsledek: Chyba excentricity je zcela odstraněna a vliv systematických chyb je potlačen 2×, případně 4×.
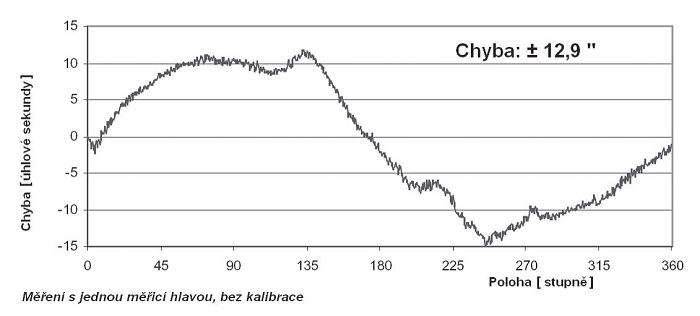
Hlavní výhodou této metody je, že pro měření stačí jediná měřicí hlava, což představuje úsporu nákladů a jednodušší montáž. Předpokladem úspěchu je samozřejmě použití kvalitních ložisek. Jako příklad jsou uvedeny grafy chyby měření standardního snímače WMI-101-1024, průměr kroužku 326 mm, při excentricitě montáže 10 μm.
Ing. Hynek Stuchlík, DaNa Travel, s. r. o.
Mohlo by se Vám líbit
Nové těsnění rámu divize Parker Chomerics zajišťuje těsnost v obranných a leteckých systémech
- Elektro
-
04. července 2026
Těsnění rámu s průtokem vzduchu CHO-AIR® VITA 48.5 podporuje shodu s normou ANSI/VITA 48.5-2026 v náročných prostředích integrovaných počítačů Divize Chomerics Division společnosti Parker Hannifin Corporation, mezinárodního lídra v oblasti technologií […]

Rozhovor: AI ve výrobě: od pilotní fáze po reálnou praxi
- Rozhovory
-
01. července 2026
Třetina německých firem z oboru obrábění reálně využívá AI ve výrobě. Expertní přednášky na pódiu AMB: Zástupci průmyslu a výzkumu diskutují o využití AI v odvětví […]

DT – Výhybkárna a strojírna dodává opornice pro německé dráhy. Objem zakázky letos překoná 60 milionů korun
- Strojírenství
-
01. července 2026
DT – Výhybkárna a strojírna, přední český výrobce výhybek, výhybkových konstrukcí a specializovaných dílů pro kolejovou dopravu, realizuje významnou dodávku opornic pro německého správce železniční […]